I detalj: gör-det-själv gas 53-motorreparation från en riktig mästare för sajten my.housecope.com.
Den här videon visar hur du gör det själv motorreparation Gas 53. I nästan två timmar avslöjar författaren till videon steg för steg proceduren för montering av motorn, som börjar med förberedande arbete och slutar med en enhet som är helt klar för installation på en bil.
Det första, förberedande steget, är en fullständig tvätt av alla motordelar. Författaren berättar i detalj om de nödvändiga materialen och verktygen för högkvalitativ prestanda för detta arbete.
Nästa förberedande steg är installationen av små delar, såsom bussningar, lager, oljetätningar, bultar, pluggar, etc. Under monteringen berättas det om de möjliga nyanserna som uppstår vid installation av vissa delar. Detta block beskriver också proceduren och funktionerna för att installera vevaxeln och kamaxeln, justera drivhjulen enligt speciella märken.
Därefter fortsätter författaren med att beskriva monteringen av vev- och gasfördelningsmekanismerna. Steg för steg visar installationen av vevstakar, kolvar med ringar, insugs- och avgasventiler. I detta skede är oljepumpen installerad och huvudtapparna skruvas in. Under monteringsprocessen berättar författaren till videon om schemat för oljerörelser i cylinderblocket. Den sista viktiga åtgärden är monteringen och justeringen av gasdistributionsmekanismen, nämligen installationen av påskjutare, vipparmar och spaltjustering.
Därefter demonstreras installation av olika tillbehör på motorn, såsom pump, termostat, oljefilter, tryckmätare, anslutningsrör och mycket mer. Som ett resultat är motorn monterad och redo att installeras på bilen.
| Video (klicka för att spela). |

För att försumma reparationen av Gas 53-motorn måste du alltid upprätthålla motorns goda tekniska skick och dess ständiga beredskap för drift, samt eliminera orsakerna som påskyndar slitaget på dess delar, använd den rekommenderade bensinen, oljan och smörjmedel.
För att försumma reparationen av Gas 53-motorn måste du alltid upprätthålla motorns goda tekniska skick och dess ständiga beredskap för drift, samt eliminera orsakerna som påskyndar slitaget på dess delar, använd den rekommenderade bensinen, oljan och smörjmedel.
Kontrollera regelbundet fästet av cylinderhuvuden på cylinderhuvudet och rengör kolvarna och förbränningskammarnas ytor från kolavlagringar. Dra åt vid behov HZ-fästmuttrarna. Innan detta, töm kylvätskan från kylsystemet.
Sedan, för att utesluta den ömsesidiga påverkan av att dra åt ett huvud på ett annat, lossas fästena på inloppsröret till GC. Dra sedan åt muttrarna som håller fast huvudet till cylinderhuvudet med ett vridmoment på 73-78 med en momentnyckel. Sekvensen för att dra åt muttrarna som håller fast huvudet vid cylinderhuvudet, se figur 1.
Det rekommenderas att dra åt huvudena under de tre första underhållsarbetena och sedan efter varje TO-2. Genom att använda de rekommenderade bensinerna och oljorna och observera motorns temperaturregim behöver du inte reparera Gas 53-motorn snart, om alls, och kolavlagringar kommer inte att vara betydande och kommer inte att påverka motorns prestanda.
Om dessa förhållanden inte följs kan det bildas ett lager av sot i motorn, vilket orsakar detonation, effektminskning och som regel en ökning av bränsleförbrukningen. För att bli av med sot demonteras HC-intagsröret och förbränningskammarnas kolvbottnar och ytor rengörs.
Om motorn "äter" blyhaltig bensin, fuktas sotet med fotogen före rengöring, så att det inte kommer in i andningsorganen. Eftersom det finns mycket starkt gift i sotet. Den snabba återbildningen av sot indikerar ett fel på motorn och reparation av Gas 53-motorn är nödvändig.
För att öka motorns livslängd före den första översynen under drift, rekommenderas att byta ut kolvringarna och vevaxelns huvudlagerskal. De senare är föremål för utbyte när oljetrycket sjunker under 100 kPa på en varm motor vid en vevaxelhastighet på 1200 min, vilket motsvarar en hastighet i direktväxel på 30-35 km/h.
Oljekylaren måste vara avstängd. Vid byte av huvudlagerskålar inspekteras även vevstakens lagerskålar, de byts endast ut vid behov. Samtidigt med bytet av huvudlagerskalen rengörs hålrummen i vevaxelns vevaxelns vevstångslager.
Denna operation måste utföras mycket noggrant, eftersom rester av smuts som inte har tagits bort kommer att transporteras av olja till vevstakeslagren, vilket kommer att leda till repor och slitage.
Efter rengöring av hålrummen är korkarna tätt inslagna. Kolvringar byts ut om oljeförbrukningen för avfall överstiger 400 gram per 100 kilometer. Installera den erforderliga uppsättningen ringar, bestående av den första kompressionsicke-krompläterade gjutjärnsringen, den andra - från en uppsättning stålskivor och en uppsättning oljeskraporingar med icke-förkromade stålskivor.
Vid byte av ringarna tas det outslitna utskjutande bandet i dess övre del bort på cylinderfodren (med skrapor eller andra verktyg). Samtidigt med bytet av kolvringar rengörs cylinderhuvuden och kolvbottnar från kolavlagringar och ventilerna slipas till huvudsätena.
Gasdistributionsmekanismen kräver periodiska kontroller och vid behov justering av ventilspel, rengöring av ventiler från kolavlagringar och deras slipning till sätena. Spelrum kontrolleras på en tomgångsmotor när påskjutaren är helt nedsänkt.
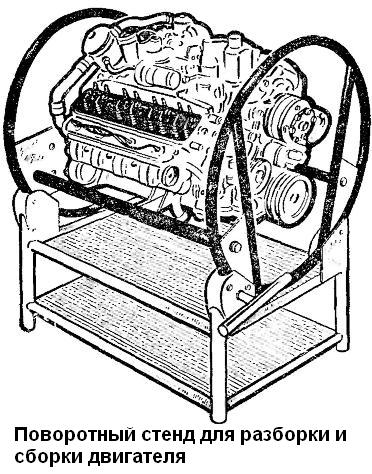
För att montera motorn, såväl som för att demontera den, är motorblocksenheten med kopplingshuset fixerad på stativet (se Fig. 11 i avsnittet "2.3.1. GAZ-53A och GAZ-66. Demontering av motor") .
Alla motordelar är dimensionerade före montering (Tabell 4, se avsnitt "2.5.1. GAZ-53A och GAZ-66. Mått på huvuddelarna, luckor och täthet i motorkompletteringar"). tvättas noggrant, blåses med tryckluft och torkas av med rena servetter. Alla gängade anslutningar (bultar, pluggar, beslag, etc.), om de har visats vid demontering eller ersatts med nya, måste placeras på rött bly eller vitt bly utspätt med naturlig torkande olja. Anslutningar i ett stycke (pluggar på blocket och cylinderhuvuden) placeras på nitrolack.
Följande är inte tillåtna för installation på en reparerad motor:
- saxstift och splintovochnaya-tråd som var i bruk;
- fjäderbrickor som har tappat sin elasticitet;
- bultar och dubbar med långsträckta gängor;
- muttrar och bultar med slitna kanter;
- delar med mer än två hack eller bucklor på gängan eller trasiga gängor;
- skadade packningar.
Montera motorn i omvänd ordning från demonteringen.
Följande är separata rekommendationer och ytterligare krav för montering av motorn.
På byte av cylinderfoder före installation hylsan plockas upp av hylsan i cylinderblocket.
Liners väljs med hjälp av en noggrann metalllinjal och en uppsättning sonder enligt följande: hylsan, installerad på sin plats i cylinderblocket utan packningar, måste begravas i förhållande till cylinderblockets matchande yta. Linjalen installeras på den passande ytan och sonden sätts in i springan mellan linjalen och änden av hylsan (fig. 23).Tjockleken på packningen är vald på ett sådant sätt att efter installation av hylsan med packningen säkerställs dess höjd över cylinderblockets yta inom 0,02 - 0,09 mm.
Ris. 23. Fastställande av hylsan i cylinderblocket
Tätningspackningar tillverkas i olika tjocklekar: 0,3; 0,2; 0,15 och 0,1 mm. Beroende på gapet sätts en eller annan packning på cylinderfodret, ibland erhålls det erforderliga värdet av en uppsättning packningar av olika tjocklekar.
Efter installation i cylinderblocket fixeras fodren med klämhylsor (se Fig. 13 i avsnittet "2.3.1. GAZ-53A och GAZ-66. Demontering av motor").
Som en bakre oljetätning på motorer används en asbestlina impregnerad med en olje-grafitblandning. I cylinderblockets och packboxhållarens holkar läggs en 140 mm lång sladd. Med hjälp av anordningen pressas sladden i sina bon med lätta hammarslag, som indikeras i fig. 24. Utan att ta bort fixturen, klipp ändarna av sladden i plan med packboxkontakten. Snittet ska vara jämnt, fransning av ändarna och ojämn skärning är inte tillåtna.
Ris. 24. Lägga in vevaxelns bakre oljetätning i oljetätningshållaren
Dra åt muttrarna som håller fast huvudlageröverfallen (moment 11-12 kgm). Efter åtdragning och skenning av muttrarna på huvudlageröverfallen ska vevaxeln rotera lätt med liten ansträngning.
Fig.25. Trycka på vevaxeln
Efter att ha pressat vevaxeldrevet (Fig. 25), med hjälp av en avdragare och en tryckhylsa, kontrollera vevaxelns axiella spel, för att trycka vevaxeln mot den bakre änden av motorn och använda en avkännarmätare för att bestämma avståndet mellan ändytan på den bakre brickan på axiallagret och ändytan på vevaxelns främre huvudtapp (fig. 26). Spalten ska vara inom 0,075 - 0,175 mm.
Ris. 26. Kontrollera det axiella spelet
Vid montering av vevstakens och kolvgruppens delar måste följande krav iakttas.
- Kolvstift väljs till vevstängerna så att ett lätt smord finger vid rumstemperatur (+18 ° C) rör sig smidigt i vevstångshålet under en liten ansträngning av tummen.
- Före montering värms kolvarna i varmt vatten upp till +70°C.
Det är inte tillåtet att trycka in ett finger i en kall kolv, eftersom detta kan leda till skador på ytorna på kolvnabbhålen, samt till deformation av själva kolven.
Ris. 27. Anslutning av vevstaken till kolven:
a - för installation i 1, 2, 3 och 4 cylindrar; b - 5,6, 7 och 8:e cylindrar;
1-inskription på kolven; 2-nummer på vevstaken; 3-märke på vevstakeskåpan
Vevstakar och kolvar vid montering är orienterade enligt följande:
- för kolvarna på den första, andra, tredje och fjärde cylindern ska inskriptionen på kolven och numret som är stämplat på vevstakens stav riktas i motsatta riktningar, och för kolvarna på den femte, sjätte, sjunde och åttonde cylindrar - i en riktning (Fig. 27).
- Kolvstiftens fjäderringar är installerade i spåren på kolvklackarna så att antennernas böjning är riktad utåt.
- Kolvringar väljs enligt de foder som de kommer att fungera i. Spalten mätt vid skarvningen av ringen som läggs i hylsan bör vara inom 0,3 - 0,5 mm för kompressions- och oljeskrapor. Förkromad monteras i det övre kolvspåret och en förtennad kompressionsring monteras i det andra spåret på insidan till botten.
Före installation i cylinderfodringarna bör kolvringarnas leder placeras i en vinkel på 120 ° mot varandra, och skyddande mässingslock bör sättas på vevstångsbultarna för att undvika oavsiktlig skada på vevstakstapparnas yta .
Vid montering av kolvar i cylinderfoder, se till att inskriptionen på kolven är riktad mot cylinderblockets främre ände. Dra åt muttrarna på vevstakens bultar (moment 6,8 - 7,5 kgm) och lås.
Efter att ha pressat kugghjulet på kamaxeln (Fig. 28), kontrollera med en bladmätare det axiella spelet mellan tryckflänsen och ändytan på kamaxeldrevet. Mellanrummet bör vara inom 0,08 - 0,2 mm.
Ris. 28.Tryck på kugghjulet på kamaxeln
- Ställ in kolven på den första cylindern till det övre dödläget (TDC) på kompressionsslaget.
- Sätt in brytarfördelarens drivning i hålet i cylinderblocket så att spåret i drivaxeln är riktat längs motoraxeln och växlas åt vänster, räknat längs fordonet.
- Fäst drivhuset med en hållare och en mutter så att konsolen med ett gängat hål för montering av brytare-fördelaren är riktad bakåt och vriden i en vinkel på 23° till vänster om motorns längdaxel, som visas i fig. 29.
- Innan du installerar brytarfördelaren på motorn, kontrollera gapet i brytarkontakterna och justera det vid behov. Spalten i kontakterna bör vara inom 0,3 - 0,4 mm.
- Med oktankorrigerarens muttrar, vrid brytarfördelarens kropp så att pilen är inställd på nolldelning av skalan.
- Vrid fördelarrotorn så att den är vänd mot terminalen på den första cylindern. Terminalen på den första cylindern på locket till tändningsfördelaren är märkt med siffran "1".
Sätt på fördelarlocket med ledningar och anslut det senare till tändstiften i den ordning som motorcylindrarna fungerar (1 - 5 - 4 - 2 - 6 - 3 - 7 - 8). Avfyrningsordningen är gjuten på motorns insugningsrör.
Ris. 29. Installation av brytare-fördelardrift
En av de mest legendariska motorerna i den sovjetiska bilindustrin kan med rätta betraktas som GAZ 53 eller ZMZ 511. Den tjänade troget folket i många decennier. Fram till vår tid driver många åtskilda hörn av Sovjetunionen denna "oavlivningsbara" kraftenhet, och GAZ-anläggningen producerar fortfarande reservdelar till den.
Historien om förbränningsmotorn GAZ 53 började redan 1959, när de på order av kommunistpartiet började utveckla en motor som var tänkt att ersätta den föråldrade GAZ 51. Så, för första gången, en GAZ 53-bil var utrustad med en kraftenhet nummer 511 redan 1961, och detta fortsatte till 1993.
Under lanseringen av bilen gjordes många modifieringar och experimentella modeller. Så motorer installerades - GAZ-53F, GAZ-53A, GAZ-53-12 och ZMZ-511. Dessutom utvecklades motormodeller som inte var massivt installerade, men som användes i folkstämning. Bland sådana representanter kan UAZ med en GAZ 53-motor och Gazelle med en GAZ 53-motor noteras.
Parallellt med 53:an producerade Gorky Plant en hybrid - GAZ 52. Det var en sexcylindrig motor som skulle vara något mellan GAZ 51 och 53. GAZ 3307 blev mottagare för 53:an, som var redan utrustad med MMZ och YaMZ kraftenheter. 1997 upphörde produktionslinjen ZMZ-53 att existera, och endast en verkstad återstod för tillverkning av reservdelar till motorn.
Vid tiden för dess födelse ansågs GAZ 53-motorn vara tillräckligt stark, eftersom den hade en stor mängd hästkrafter. Mer detaljerat är det värt att demontera de tekniska egenskaperna i tabellen:
Alla GAZ 53-motorer från fabriken var utrustade med en 4-växlad växellåda. Och först 1987 utvecklades en 5-växlad växellåda för ZMZ-511-motorn, vilket förbättrade dragkraften och vridmomentet.
Vilken bil som helst, särskilt en sovjetisk, har trimmats minst en gång. Så, den 53: e tredje efter Volgovsky (GAZ 24) och Uazovsky (UMZ-417) kraftenheter när det gäller popularitet i förfining, eftersom den har en enkel design och är lätt att förnya. Men ändå fick han stor popularitet på grund av introduktionen av motorn på andra bilar. Så upprepade gånger kan du träffa en UAZ med en GAZ 53-motor.
För dem som älskar den tvingade GAZ 24 eller 3102 kan de enkelt installera ZMZ 511. Du kan ofta se hur Volga rusar med GAZ 53-motorn. Men det finns ett antal nackdelar här: rök från avgaserna, okarakteristisk motor ljud, ett trasigt kardanskaft och mer .
Således bör installationen av ZMZ 511 på GAZ 24 närma sig med allvar och helt beräkna alla nyanser, eftersom den interna potentialen är ganska stor, men inte alla har sinnet att ta det till slutet.
Underhåll av en bil med en GAZ 53-motor är ganska enkel och inte besvärlig, särskilt när den är installerad på en GAZ 24. Motorn förbrukar naturligtvis cirka 10 liter olja, men dess resurs är cirka 250 000 km med regelbundet underhåll .
Så det är värt att måla huvudstadierna för underhåll av kraftenheten:
- TO-1 - byte av olja, bränslefilter, åtdragning av ventilmekanismen.
- TO-2 - byte av olja, bränslefilter, åtdragning av ventilmekanismen, byte av bränslefiltret och ventilkåpans packningar.
- TO-3 - byta olja, bränslefilter, dra åt ventilmekanismen, byta ut timingsatsen, byta tändstift, högspänningskablar.
- TO-4 - byte av olja, bränslefilter, åtdragning av ventilmekanismen, byte av bränslefilter, ventilkåpspackningar, topplockspackningar och panna.
Skillnaden i körsträcka mellan underhåll är 12 500 mil. Med korrekt och regelbunden skötsel klarar motorn att gå ut ca 300 000 - 350 000 km. Efter en större översyn behöver det tekniska servicekortet bytas och underhållet utföras oftare.
Reparation av ZMZ-511 utförs enligt in-line haverier. Eftersom kraftenheten är ganska pålitlig kan den med rätta betraktas som standarden för uthållighet. Men även de bästa motorerna har sin egen resurs och måste repareras.
Motorn från GAZ 53 går inte sönder för ingenting, och detta leder omedelbart till en stor översyn, som i många fall kostar som en ny motor. Det är därför många bilister tränar på att reparera GAZ 53-motorn med sina egna händer. Tänk på den viktigaste tekniska processen för översyn av kraftenheten ZMZ-53.
Vilka procedurer måste följas och godkännas:
- Motortvätt.
- Demontering. I detta skede utsätts motorn för en total analys för reservdelar för att avgöra vilka delar som är skadade, hur mycket skada som är gjord på blocket och vevaxeln, tillståndet på blockhuvudena, kolvgruppen och blockhuvudena. Dessutom utsätts mindre detaljer för diagnostik, nämligen: olje- och vattenpumpen, utan misslyckande kopplingen och andra.
- Diagnostisk process. Endast tre huvudreservdelar är inblandade här - ett block (kammare där förbränning äger rum), en vevaxel (för underhållbarhet) och ett cylinderhuvud (gasfördelningsmekanismens tillstånd).
- Processen att mäta och dimensionera. Vevaxeln håller på att bli uttråkad. Så för den här delen finns en tabell med storlekar:
För att montera motorn, såväl som för att demontera den, är motorblocksenheten med kopplingshuset fixerad på stativet (se fig. 1).
Före montering väljs alla motordelar efter storlek, tvättas noggrant, blåses med tryckluft och torkas av med rena servetter. Alla gängade anslutningar (bultar, pluggar, beslag etc.), om de skruvades loss under demonteringen eller byttes ut, måste placeras på rött bly eller vitt bly utspätt med naturlig torkande olja.
Allt-i-ett-anslutningar (pluggar på blocket och cylinderhuvuden) placeras på nitrolack.
För installation på en reparerad motor inte tillåtet:
– delade stift och splintovochnaya-tråd som användes;
- fjäderbrickor som har tappat sin elasticitet;
- bultar och dubbar med långsträckta gängor;
- muttrar och bultar med slitna kanter;
- delar med mer än två hack eller bucklor på gängan eller trasiga gängor;
Montera motorn i omvänd ordning från demonteringen.
Följande är separata rekommendationer och ytterligare krav för montering av motorn.
Vid byte av cylinderfoder före installation väljs hylsan enligt uttaget i cylinderblocket.
Ärmar väljs med hjälp av en exakt metalllinjal och en uppsättning sonder enligt följande:
- hylsan, installerad på sin plats i cylinderblocket utan packningar, måste begravas i förhållande till cylinderblockets motverkande yta.
Linjalen installeras på den passande ytan, och sonden sätts in i springan mellan linjalen och änden av hylsan (fig. 2).
Tjockleken på packningen är vald på ett sådant sätt att efter installation av hylsan med packningen säkerställs dess höjd över cylinderblockets yta inom 0,02-0,09 mm.
Tätningspackningar finns i olika tjocklekar:
0,3; 0,2; 0,15 och 0,1 mm. Beroende på gapet sätts en eller annan packning på cylinderfodret, ibland erhålls det erforderliga värdet av en uppsättning packningar av olika tjocklekar.
Efter installation i cylinderblocket fixeras fodren med klämbussningar (se bild 3).
En asbestlina impregnerad med en olje-grafitblandning används som en bakre oljetätning på motorer. I cylinderblockets och packboxhållarens uttag läggs en 140 mm lång sladd. Med hjälp av anordningen pressas sladden i sina bon med lätta hammarslag, som indikeras i fig. 4. Utan att ta bort fixturen, klipp ändarna av sladden i jämnhöjd med planet för glandhållarens kontakt. Snittet ska vara jämnt, fransning av ändarna och ojämn skärning är inte tillåtna.
Vid montering av vevaxeln svänghjul och koppling uppfyller följande krav.
Svänghjulets fästmuttrar är åtdragna, vilket ger ett moment på 7,6-8,3 kgm.
Vid montering av kopplingen installeras den drivna skivan med en dämpare till tryckskivan och centrerad på vevaxellagret (växellådans drivaxel kan användas som en dorn).
"O"-märkena stämplade på tryckplattans hölje och svänghjulet nära ett av hålen för höljets monteringsbultar måste vara i linje.
Vevaxeln, svänghjulet och kopplingsenheten måste vara dynamiskt balanserade. Tillåten obalans 70 Gcm.
Vid balansering avlägsnas överskottsmassan från den tunga sidan genom att borra svänghjulsmetallen på ett avstånd av 6 mm från ringdrevet med en borr med en diameter av 8 mm till ett djup av högst 10 mm.
Om obalansen hos den monterade axeln överstiger 180 Gcm, demonteras axeln och varje del balanseras separat. Svänghjulsobalansen får inte överstiga 35 Gcm; obalans mellan tryckplattan och höljet - 36 Gcm; Obalans på en ledande disk - 18 Gsm.
Huvudlagerlock ställ in så att inläggens fästutsprång är på ena sidan, och siffrorna eller märkena stämplade på överdragen motsvarar sängarnas nummer. När du installerar den främre kåpan, se till att fästfliken på den bakre brickan på axiallagret går in i kåpans spår och att det inte finns något steg mellan kåpans ändyta och cylinderblockets ändyta.
Dra åt muttrarna som håller fast huvudlageröverfallen (moment 11-12 kgm). Efter åtdragning och skenning av muttrarna på huvudlageröverfallen ska vevaxeln rotera lätt med liten ansträngning.
Efter att ha pressat vevaxeldrevet (fig. 5), med hjälp av en avdragare och en tryckhylsa, kontrollera det axiella spelet för vevaxeln, för att trycka vevaxeln mot den bakre änden av motorn och använda en avkännarmätare för att bestämma avståndet mellan ändytan på den bakre brickan på axiallagret och ändytan på vevaxelns främre huvudtapp (fig. 6). Spalten ska vara inom 0,075 - 0,175 mm.
Vid montering av vevstakens och kolvgruppens delar måste följande krav iakttas.
kolvstift väljs till vevstängerna så att vid rumstemperatur (+18 0 C) rör sig ett lätt smord finger smidigt i vevstångshålet under en lätt ansträngning av tummen.
Före montering värms kolvarna i varmt vatten upp till +70 0 С.
Det är inte tillåtet att trycka in ett finger i en kall kolv, eftersom detta kan leda till skador på ytorna på kolvnabbhålen, samt till deformation av själva kolven.
Vevstakar och kolvar vid montering är de orienterade enligt följande: för kolvarna på den första, andra, tredje och fjärde cylindern måste inskriptionen på kolven "framtill" och numret som är stämplat på vevstångsstången riktas i motsatta riktningar, och för kolvar av den femte, sjätte, sjunde och åttonde cylindern - på ena sidan (fig. 7).
Kolvstiftens fjäderringar är installerade i spåren på kolvklackarna så att antennernas böjning är riktad utåt.
Kolvringar väljs efter ärmarna där de kommer att fungera. Spalten mätt vid skarvningen av ringen som läggs i hylsan bör vara inom 0,3-0,5 mm för kompressions- och oljeskrapor. En förkromad kompressionsring är installerad i det övre kolvspåret och en förtennad kompressionsring installeras i det andra spåret med ett spår på insidan mot botten.
Före installation i cylinderfodren bör kolvringarnas leder placeras i en vinkel på 120° mot varandra, och skyddande mässingslock bör sättas på vevstångsbultarna för att undvika oavsiktlig skada på vevstakstapparnas yta. .
När du installerar kolvarna i cylinderfodringarna, se till att inskriptionen på kolven "framtill" är riktad mot cylinderblockets främre ände. Dra åt muttrarna på vevstakens bultar (moment 6,8 - 7,5 kgm) och lås.
Efter att ha tryckt på kugghjulet på kamaxeln (fig. 8), kontrollera med en bladmätare det axiella spelet mellan tryckflänsen och ändytan på kamaxeldrevet. Mellanrummet bör vara inom 0,08 - 0,2 mm.
Ibland går en bil sönder, vilket kräver återställningsåtgärder. En av dessa procedurer är reparationen av GAZ 53-motorn, som länge har löpt ut sin garantiperiod. Utan bilar skulle våra liv inte bara vara mindre intensiva, utan också tråkigare. Dessutom är transport av gods en av de prioriterade uppgifterna, som utförs med hjälp av fordon. En framstående representant för den inhemska bilindustrin är GAZ 53, som är välkänd för var och en av oss och används för olika typer av lasttransport.
Det ser ut som en klassisk lastbil GAZ 53
Den legendariska GAZ 53-bilen vid tidpunkten för dess skapelse var utrustad med två motoralternativ med många modifieringar. Den första av dessa var den 6-cylindriga GAZ 11, som inte hittade sin breda tillämpning i denna modell av bilen. I sin tur installerades den andra versionen av ZMZ 53-motorn, med en volym på 4,25 liter, ett mycket större antal gånger. Därför är GAZ 53-motorn idag ofta exakt ZMZ 53. Denna motor är en slags standard för tillförlitligheten och hållbarheten hos en bilmotor.
ZMZ 53-motorn för GAZ 53-bilen
- knackning av vevstakeslager;
- utbrända avgasventiler;
- ökning av bränsle- och oljeförbrukning;
- slitage av kolvringar;
- knackning av de övre bussningarna eller kolvarna;
- brända cylinderblockspackningar.
Det är dessa problem som oftast leder till motorhaveri, vilket kan göra att den stannar helt. Nästan alla av dem är förknippade med kränkningar av enhetens drift. Så nötningen av kolvringar och utseendet av knackningar i vevstakeslagren är resultatet av att bilens bruksanvisning försummas. 
I sin tur är utbränningen av olika ventiler och packningar en direkt konsekvens av överhettning av systemet, och en ökning av oljeförbrukningen uppstår som ett resultat av att ignorera förebyggande åtgärder.
Förebyggande av driften av ZMZ 53-motorn är en garanti för att bibehålla dess optimala funktionalitet och är utformad för att upprätthålla driften av enheten på rätt nivå.
Dessutom gör liknande åtgärder det möjligt att i tid bestämma bildandet av allvarliga skador på motorn och eliminera dem till lägsta kostnad.
Det är därför dessa procedurer är av stor betydelse och hjälper till att förhindra bildandet av mindre funktionsfel, vars lista gavs ovan.I allmänhet består underhållet av GAZ 53-motorn av följande aktiviteter:
- byte av smörjvätska;
- åtdragning av cylinderhuvuden;
- kontrollera avgasgrenrörets monteringar;
- kontroll av mängden kylvätska;
- justering av ventiler;
- kontrollera oljenivån i systemet.

Det snabba genomförandet av alla ovanstående procedurer kan fungera som en garanti för framgångsrik drift av bilmotorn och garantera dess optimala funktionalitet. Bilunderhåll har sina egna finesser som måste beaktas.
Motorsmörjsystem Gas 53
















