I detalj: gör-det-själv 402 förbränningsmotorreparation från en riktig mästare för sajten my.housecope.com.
ZMZ 402-motorn, som tillverkades vid Zavolzhsky Motor Plant, blev en riktig legend i den inhemska bilindustrin under en hel era. Den installerades på många bilmodeller, som Volga, UAZ, Gazelle och andra. Men eftersom kraftenheten inte längre producerades och dess drift utförs till denna dag, måste dessa motorer med jämna mellanrum repareras.

Alla motorer slits ut under drift, och detta händer inte bara med inre element, utan även utanför. Denna indikator påverkas av många faktorer som förstör motorn. Så låt oss överväga skälen till att ZMZ 402-motorn behöver repareras, särskilt med hänsyn till översynen:

Reparationsprocessen, inklusive översynen, för ZMZ 402-motorn och dess modifieringar liknar andra kraftenheter i serien. Alla kraftenheter som tillverkas och produceras av Zavolzhsky-anläggningen liknar designegenskaper, och därför utförs reparationer ganska enkelt. Så låt oss överväga hur man reparerar ZMZ 402-motorn med egna händer.
Reparation av ZMZ 402-motorn börjar med demontering av kraftenheten. Denna process är ganska enkel, men det rekommenderas att utföra den med fyra händer. Men det finns en skillnad, om förbränningsmotorn tas bort från Volga, är detta en sekvens av procedurer. När det gäller 402:a Gazelle-motorn är demonteringstekniken något annorlunda här. För att inte bli förvirrad, överväg den klassiska processen att ta bort motorn från Volga-bilen.
Så, vilken sekvens av operationer måste utföras av en bilist för att ta bort motorn från fordonet:
| Video (klicka för att spela). |
- Först demonteras batteriet och dess hylla skruvas loss.
- Därefter måste du ta bort luftfiltret och förgasaren.
- Koppla bort insugningsröret från avgasgrenröret.
- Vi skruvar av tändstiften, tar bort ledningarna och fördelaren.
- Tappa ur motoroljan.
- Koppla bort bränslesystemet.
- Ta bort fläkthjulet.
- Vi demonterar startmotorn och generatorn, såväl som ledningarna som är associerade med dem.
- Koppla loss kopplingen från växellådan.
- Demontera oljefilterhuset.
- Ta bort kylaren och rören från kylsystemet.
- Ta bort insugs- och avgasgrenröret.

Vidare, när allt är demonterat, tar vi bort huven helt så att du fritt kan dra ut motorn. Vi utför demonteringen av kraftenheten genom att haka den på en hiss eller vinsch. Nu installerar vi motorn på ett speciellt stativ, om det inte finns något, sedan på pallar och fortsätter med att demontera den. Bilisten behöver plocka isär sin motor helt.
För att göra detta, ta bort delarna i följande ordning: koppling, ventilkåpa, panna, cylinderhuvud, olje- och vattenpumpar, kolvar, ok, vevaxel. Nu kan du gå vidare till proceduren för att diagnostisera delarnas tillstånd.
Diagnostik av motordelar börjar med en inspektion av integriteten hos cylinderblocket och vevaxeln. Vid behov kan kroppen svetsas genom specialsvetsning. Om blocket är mycket känsligt för förstörelse, bör det ersättas med ett nytt.
Nästa steg i diagnosen är mätning av cylindrar. Standarden för ZMZ 402 är storleken 92 mm. Men om det finns slitage på väggarna, repor eller skal, måste du skärpa till nästa storlek. Och om mätningen visade att väggarna redan har reparerats, är det absolut nödvändigt att skärpa till nästa, eftersom cylindrarna har slitage och måste elimineras.
Tänk på tabellen över dimensioner för reparationer för kraftenheten 402 och dess modifieringar:
Faktiskt indikationer för översyn 2 är en ökad förbrukning av bensin och/eller olja. I princip allt.Varje fel på motorn (och inte bara, utan också chassit, till exempel) kommer på något sätt att leda till en ökning av bränsleförbrukningen. Samtidigt kommer inte bilens dynamik att förlora (ja, om inte allt är extremt försummat, som en utbränd kolvventil). För alla bilar anger tillverkaren den normala förbrukningen av både bensin och olja. När det gäller Volga med ZMZ 402 bör bensinförbrukningen i staden vara 13,8 liter per 100 km, och olja bör inte förbrukas mer än 250 gram per 100 km.
I mitt fall var förbrukningen 25-30 liter medan oljan fick fyllas på en liter per månad, med en körsträcka på under 40 mil. Bensinförbrukningen mättes med vägmätaren. Som den fortsatta utvecklingen av händelserna visade bidrog förutom slitaget på själva motorn även en slirkoppling och en kilad bromsbelägg samt ett dämpat EPHH-system till den ökade förbrukningen.
Kapitalka tillverkades för ett år sedan, efter avslutat inbrott visade det sig att den vintertid vid normal körning (utan glidning) passade in i 20 liter, sommartid var förbrukningen 14-16 liter vid körning med en genomsnittlig grad av aggressivitet. Under inbrottet löstes problemet med oljeläckor aktivt, och när inbrottet var klart byttes motorn till syntet, som den fortfarande går på.
Jag hade tillfredsställande oljetryck innan huvudstaden, så jag tänkte inte ta bort vevaxeln. Eftersom jag inte planerade att byta liners. Från reservdelar tog jag en uppsättning ventiler:
Nya ventilfjädrar. Det är absolut nödvändigt att byta dem med huvudstaden, Evgeny Travnikov säger ständigt detta och säger att trötta ventilfjädrar slösar bort kraften i höga hastigheter. Det verkar stämma, efter 3000 började motorn med nya fjädrar dra mycket roligare.
Det var också planerat att plugga om, vilket en uppsättning bussningar köptes till.
En uppsättning packningar för översynen av ZMZ Gold Series köptes också. Denna uppsättning visade sig vara en sällsynt gammon, så jag råder dig att köpa separat ventilskaftstätning, främre vevaxel oljetätning, vevhuskorkpackningar, ventilkåpor och påskjutarlock. För alla andra packningar råder jag dig att köpa olje- och bensinbeständig paronit och klippa de nödvändiga packningarna på plats själv.
Från verktyget behöver du definitivt:
En momentnyckel för 12 och ett huvud för 17 krävs.
Dornen för att pressa oljeskrapor kommer inte att störa:
En 9 mm brotsch krävs:
Förenkla livet och rädda bussningarna ventilknäckare:
En av de dyraste föremålen är skärare:
För att ta bort cylinderhuvudet, ta först bort vipparmarnas axel och skruva sedan försiktigt loss de 10 muttrarna. Jag hade ett par muttrar som knarrade, så du måste skruva loss dem smidigt. Viktig! För att inte vrida cylinderhuvudet måste muttrarna skruvas loss i samma ordning som vid åtdragning, lite i taget. Det vill säga, först drar vi muttrarna på plats. Skruva sedan loss alla muttrar i tur och ordning och skruva loss dem ett tredjedels varv. Vidare är allt hopp att det inte fanns någon kollektivgård under den senaste installationen av cylinderhuvudet (som ett klibbigt fett). Men även i avsaknad av en packning som har fastnat, kommer det troligen att vara ett problem med den näst sista dubben på passagerarsidan:
Nästa steg i översynen är tvättning av delar från hartsavlagringar. Så här såg topplocket ut ett år före översynen, efter 1,5 år på halvsyntet:
Tvättningen utfördes med diskmedel (vilket duger) med en tandborste. Tekniken är denna - vi droppar diskmedel och tre med en tandborste, eftersom slurryn blir svart med en pappershandduk, torka den torr. Och så vidare, så nästan alla detaljer tvättades bort:
Först och främst måste det tvättade cylinderhuvudet slipas:
Förbränningskammaren var täckt med ett tjockt lager av sot:
Ta sedan bort de gamla oljetätningarna. Jag hade inte mycket ek, men ett par var generellt spruckna:
Nästa steg var planerad re-sleeving. Jag ville använda tekniken från Evgeny Travnikov:

Nästa steg i cylinderhuvudreparationen är att klippa sadlarna.Det verkade för mig som att endast en 45-graders avfasning skars från fabriken, men jag skar alla 3, varför ventilen borde stängas tätare och gasutbytet skulle förbättras. Jag hörde mycket om hårdheten på cylinderhuvudssadlarna ZMZ 402, men med ovanstående uppsättning av skärare skars mina sadlar snabbt och enkelt. Den centrala avfasningen gjordes i området 1 mm så att den efter varvningen skulle öka till erforderliga 1,5 mm.
Nästa steg är att lappa ventilerna - det här är det tråkigaste steget. Jag brydde mig inte särskilt mycket om att kolla med diesel, etc. utvärderas visuellt av ett jämnt mönster runt sadelns omkrets. Glöm inte att signera ventilen för att inte förvirra under monteringen.
Dessutom, för att förbättra gasdistributionen, slipade jag av stegen vid ventilsätena:
I slutet av topplocksreparationen pressar vi in nya ventilskaftstätningar med hjälp av en dorn. VIKTIG! Innan du trycker på MSC, sätt på de nedre ventilplattorna, då passar de inte 🙂. Efter det kan du torka ventilerna. Låt mig återigen påminna om att fjädrarna måste bytas vid en större översyn. De gamla ventilerna var smutsiga och slitna - de hade båda repor på skaftet och stack inte ut tillräckligt ovanför plattan, det vill säga när vipparmen slits kommer den att börja trycka inte på ventilen utan på tallrik:
Jag började monteringen genom att byta ut tanken med en ny från en gasell, skruva in en koppling i den med 18:
I termostaten filade jag bort gjutdefekter med en fil, vilket förbättrar kylvätskecirkulationen med en bråkdel av %:
Jag "bröt" också lätt oljetillförselkanalen från hålet till vipparmsaxelstödet (se bilden), det fanns små grader:
Nästa steg var att byta kolvringar. Innan dess skrapade jag försiktigt bort kolavlagringar från kolven (det visar sig vara aluminium):
Byt sedan packboxen. Jag köpte en billig för 15 rubel, jag bytte den bara i den nedre hållaren, eftersom jag inte tog bort vevaxeln. Trots allt detta har denna 15-rubelpackning hållit TNK 5v40 syntetmaterial i ett år med periodisk motorspinn upp till 5000 rpm. Såvitt jag förstår flyter packningen med stora slag, med kraftigt slitage på halsar och liners.
Nästa steg är att montera cylinderhuvudet på dubbarna.Jag lindade fum-tejper, på grund av att det är teflon (fluoroplast), och det är extremt kemiskt beständigt och ganska värmebeständigt. Generellt lindar jag fum-tejp på alla dubbar/bultar som är benägna att surna, på belastade ställen kommer det att slitas sönder, och fylla ut hålrummen, varför det inte bildas rost i dem. Själva fumtejpen kommer inte någonstans:
Jag installerade packningen med triangulära fönster. Från fabriken var det samma sak:
Jag tillämpade också lite kunskap, skrev på huvudet ordern att dra åt muttrarna 🙂:
Den primära slipningen av ringarna utfördes med en gurdy (krok start), det vill säga när cylinderhuvudet ännu inte hade installerats, hällde jag olja från ovan i ärmarna och vred. Det vill säga, det blev en paus, jag närmar mig - 50 varv. Det blev extra tätt efter byte av packningen, totalt gjorde jag det med händerna i området 500-1000 varv, som ett resultat av att motorn startade med en startmotor utan spänning. Jag sprang i samma olja som jag körde till huvudstaden - halvsyntetisk TNK 10w40. Vid körning försökte jag hålla 2100 rpm, inte snurra mer än 2500. Utan några dynamiska omkörningar. Efter att ha kört runt i staden i en vecka, sedan tog jag ett äresvarv runt staden, ca 80 km längs förbifarten. Samtidigt körde jag strikt 2100 rpm i 5:e växeln - det är cirka 80 km/h på zhps, på hastighetsmätaren var det 90. Hela tiden jag sprang in, kämpade jag med oljeläckor, och vid tiden de 1000 milen avklarades, alla läckkanaler eliminerades och jag gick över till syntet med gott samvete .
Reparera ZMZ-402. Demontering och felsökning
Motorns inre hålrum var kraftigt förorenade med en blandning av fett och sot, nästan en centimeter under ventilkåpan. Vid öppning av vevhuset hittades en avskruvad huvudmutter.
Muttern förvarades i en pall.
Fyllningen kom i ordning, den monterades med en julgran i rotation, d.v.s. vice versa.
Avgasventilerna är utsvängda med svamp.
Stör mest av allt kamaxeln, på 4 kammar finns det hack, kammarna är avslipade med 1 mm.
På insugningsventilerna i toppen av snittet.
För att mäta fjädrarnas styvhet gjordes en sådan anordning.
Som ett resultat av analysen ska kamaxeln bytas, knäet poleras, ventilerna ska bytas. Jag kommer att skära huvudet på ZMZ-402 under 92 bensin.
De inre fjädrarna är i tolerans, de yttre är ganska svaga (46 mm, 23-25 kg).
Kolv i tolerans, ändra åtminstone inte något, jag kommer att ändra ringströmmen.
Så, för tillfället monterade jag ihop blocket. Först och främst eliminerade jag fabriksfel vid tillverkningen av blocket, kanalen efter att pumpen var igensatt med blixt och gjutdefekter.
Men efter att ha använt filen försvinner allt.
Därefter skruvar vi av pluggarna på oljekanalerna och rengör insidan med en tråd och en kompressor, resterna av borrning hittades i tre kanaler, det verkar fortfarande vara fabriken.
Vi jämnar ut de skarpa kanterna på vevaxelns oljekanaler så att de inte skär av fodren, det viktigaste här är att inte göra en tuberkel längs kanten.
Jag snurrar vevaxeln, inte över huvudet, utan pluggarna på vevstakestapparna.
Det kom från vevaxeln.
Vi sätter knät och kör in kolven, jag smörjer in alla passande delar med olja som jag sedan fyller på för inkörning.
Koppling på två kragar och remsor av plåt 30 * 290mm
Installation av ZMZ-402-kamaxeln.
Jag satte adaptern på Zhiguli-filtret, borrade oljekanalen, den var ganska liten.
Adapter för Zhiguli filter.
Den spretiga remskivan måste fällas och greppas.
Jag målade omslagen från ZMZ-402.
Volgovsky fäste till vänster, UAZovsky till höger, för jämförelse
En Fenox-korg valdes, driven av vilken UAZ som helst under den önskade axeln (de är också olika).
Som jämförelse, den gamla Volgovskaya till vänster, den nya till höger, den bakre spaken. Jag kommer inte att säga exakt var den kommer ifrån med UAZ eller GAZ, 6 fjädrar, tydligen kraftfullare än med UAZ. Jag läser från recensioner att membrankopplingen är svagare än spaken, ett litet test som kliver med hälen in på platsen där frigöringslagret trycks in med min förkrympta kropp på 100 kg, jag kan säga att den gamla Volgovskaya och spaken är böjd 1-1,5 cm, och den nya nifiga böjde sig inte.
Jag läste att svänghjulet på ZMZ-402 är lättare än på UAZ (8 kg mot 13 kg), ja, vem vet, jag kanske har det från ålderdom, men det väger 13 kg.
Och här är diametern.
Klockan är önskvärt att den är universell, som min.
Sammanfattningsvis kan vi säga att för att introducera ZMZ-402 från Volga i UAZ räcker det att köpa en tryckplatta och främre motormonteringsfästen. Nåväl, avgaserna måste göras om, manövreringen av gaspedalen ... det här är bagateller.
Jag fick också byta ringväxel, slog ner den gamla med en hammare, satte in den nya i ugnen i 10 minuter på 250 grader, ja, typ tio minuter. Smörj svänghjulet i förväg med ett gänglås och sätt på kronan. Samlas efter kylning.
Ibland rinner frostskyddsmedel iväg genom ett hål i blocket längs en hårnål, den här
Hemligt hål gängat 10.
Jag kollade inte utan skruvade helt enkelt en bult där.
Samlade topplocket. Huvudet polerades under 92 bensin, avskuret 3,5 mm, höjden på cylinderhuvudet var 98 mm, det blev 94,5 mm (standard 94,4 mm).
Utloppet till kaminen, den så kallade tanken, i cylinderhuvudets baksida vilar mot väggen i motorrummet och behöver tas bort, och frågan uppstår var man ska få utloppet till kaminen. Tja, om det finns en sensor i den övre delen av cylinderhuvudet, så försvinner frågan, men på den här platsen hade jag bara en teknisk ström av aluminium. Kort sagt, det finns inget hål. Men frånvaron av ett hål kommer inte att stoppa normala pojkar, jag måste göra det, jag gifte mig så i allmänhet. Okej, tillräckligt med demagogi för att komma igång.
Topplocket var så här:
Jag tog en 19 mm borr (jag var tvungen att ta en 18 mm, men det gick bra ändå) och halvtumskranar för rörgängor, de kan ses på bilden, och så kör vi.
Vi borrar och skär gängor, allt är precis tillräckligt med utrymme.
Därefter kollade jag oljekanalen, den stämde inte ett dugg med blocket, den var filad med en fil.
Slipade ihop parningsytan.
Jag kollade in-/utgångskanalerna för en matchning med spindeln, arkiverade den.
Det fanns inte en repa kvar på ventilerna från den köpta lappningen, även om bältet på sadeln redan var fyllt med nästan 2 mm, jag upprepade det med ett hemmagjort slipmedel, det gick lite.
Men i övrigt uppnådde jag aldrig samma effekt, jag spillde det med ett lösningsmedel, det verkar som att det inte rinner och torkade ut det.
I packningssatsen fanns det packningar till allt, jag fick göra det själv runt den bakre cylinderhuvudspluggen. Hål är bekväma att slå med en hylsa 7,62,
För att stoppa locken närmade sig borsten tydligt.
Hörnets passagediameter vid 15 är ungefär 14,5 mm, tanken är 9,5 mm, dvs. porhod i hörnet mer än 2 gånger.
Jag körde hålen för motordubbarna med en 13 mm borr, rensade ur mycket smuts och tog bort aluminiumet tillplattat till gängan.
Helst skulle styrningarna bytas (gap 0,5 med en tolerans på max 0,25 mm), men det är dyrt, och det finns ingen lämplig uppsättning verktyg själv. Broscharna på rea är dåliga.
Motorn är monterad och torr. Huvudet skruvas på, ventilerna justeras. Jag borrade ett hål i pumpen för en halvtums borste, så att utflödet av kylvätska från kaminen var lika med inflödet.
Jag körde en bussning från stötdämparen in i tee för att minska vätskeflödet i en liten cirkel, så att pumpen suger mer från kaminen.
Jag skruvade fast alla muttrar, reglar och bultar på gänglåset, där det är rött, där det är blått, något jag gillar väldigt mycket på sistone.
Demontering, montering och felsökning av ZMZ-402 klar.
Tappa ur motoroljan (se Byte av olja och oljefilter).
Tappa ur motorns kylvätska (se Byte av kylvätska) och ta bort kylaren (se Ta bort kylaren).
Koppla bort insugningsrören från grenröret.
Ta bort förgasaren (se Ta bort förgasaren) och fläkthjul (se Ta bort kylvätskepumpen). Detta kommer att skydda dem från oavsiktlig skada.
Använd "14"-nyckeln, skruva loss kopplingen och koppla loss oljekylarslangen.
Koppla bort den andra oljekylarslangen från transmissionskåpan (se bild. Byte av den främre vevaxeltätningen).
Efter att ha kommit ihåg eller registrerat platsen för de återstående slangarna och de elektriska ledningarna, koppla bort dem.
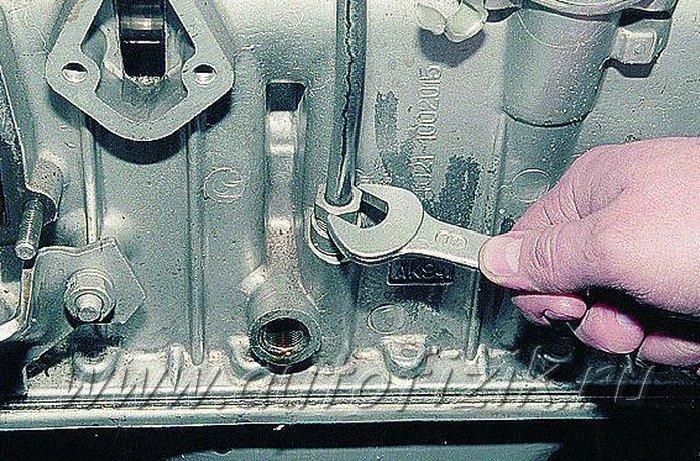
Med hjälp av "12"-nyckeln skruvar vi loss de två bultarna och tar bort kopplingsutlösningscylindern från kopplingshuset.
Ta bort växellådan (ref. Ta bort växellådan).
Koppla bort "massa"-kabeln från kopplingshusets kåpa.
Med hjälp av "17" skiftnyckeln skruvar vi loss de två bultarna som håller fast motorn vid stöden (se bild. Byte av kraftenhetsstöd).
Vi lyfter motorn med en hiss eller vinsch, tar försiktigt bort den från motorrummet och installerar den på stativet.
Med hjälp av "14" skiftnyckeln skruvar vi loss sex muttrar och två bultar som håller fast kopplingshuset ...
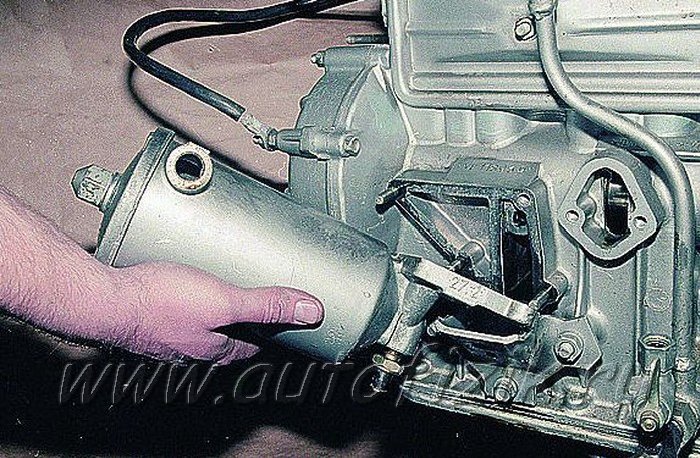
Använd "24" skiftnyckeln, skruva loss bulten och koppla loss slangen från oljefilterhuset.
Med hjälp av "13" skiftnyckeln skruvar vi loss de fyra muttrarna som håller fast oljefiltret, ...
402-motorn är ett stort problem. En gång i tiden var den här motorn bra, tillräckligt pålitlig och ganska uppdaterad. Detta bekräftas av att det har utnyttjats i många år. Designen av denna motor ägde rum för mer än femtio år sedan. De positiva aspekterna inkluderar det faktum att det stoiskt uthärdar överbelastningar, är ganska kompetent implementerat och det är mycket enkelt att reparera det, även på egen hand.
En av de största nackdelarna med 402-motorer är att efter 1986 försämrades deras kvalitet markant. Eftersom centrumlös slipning fortfarande används i gamla fabriker, följer detta med att huvudaxeln och lageraxeln vid vevaxeln inte stämmer överens. Och själva vevaxlarna är ganska dåligt balanserade, vilket inte bara kan leda till starka vibrationer utan till och med till motorfel. En annan nackdel är att den bakre oljetätningen har ersatts med en oljeskrapa packning. Men trots alla dessa brister och brister fortsätter den 402:a motorn att drivas säkert och med ett minimum av ansträngning - under lång tid.
Föreställ dig en situation där du behöver justera de termiska luckorna. För att göra detta måste du göra följande. Inledningsvis tar vi bort förgasaren, och innan dess kopplar vi bort bränsletillförselröret i förgasaren, såväl som luftfilterröret. Efter det, efter att ha kopplat bort dränerings- och insprutningsrören, ta bort oljefiltret. Vi tar bort avgas- och insugsrören. Vi kopplar bort avloppsröret på det fina oljefiltret från ventillådans lock. Sedan öppnar vi locket på ventillådan, men mycket försiktigt för att inte skada korkpackningen.Då behöver du kolven på den första cylindern, med hjälp av starthandtaget på motorns vevaxel, för den till det högsta läget under kompressionsslaget.
Nu justerar vi gapet: släpp låsmuttern på justeringsbulten med en skiftnyckel; sedan håller vi pushern från rotation; vi kontrollerar gapet med en platt känselmått och vrider samtidigt justerbulten, samtidigt som vi håller i pushern tills vi får önskat gap. Dra sedan åt låsmuttern och kontrollera gapet igen. Vi justerar den första, andra, tredje och femte ventilen, men utan att vrida vevaxeln. Vevaxeln måste vridas exakt ett varv tills markeringen på svänghjulet är förskjuten. Vi justerar den fjärde och åttonde avgasventilen, sjätte och sjunde inloppsventilen, samt det termiska spelet i ventilsystemet.
Efter ett tag kan en knackning dyka upp i motorn, eller snarare ventilmekanismen. Det kan inte elimineras genom att justera de termiska gapen. Knackning orsakas av en ökning av det axiella spelet för vipparmarna på avgasventilerna, eftersom de inte har distansfjädrar som automatiskt eliminerar mellanrummen. De kan elimineras genom att placera en bricka mellan distanserna och vipparmarna på rullen. Du kan använda shims för detta. Om de inte passar i tjockleken kan de justeras med fil eller slipskiva.
Reparation av 402-motorn måste göras efter en körning på 200-250 tusen km och, naturligtvis, beroende på driftsförhållandena. Vid denna tidpunkt kommer motorgaporna på avvägar.
- Betydande effektminskning;
- Minska oljetrycket i oljeledningen
- En kraftig ökning av oljeförbrukningen;
- Hög motorrök;
- Ökad bränsleförbrukning;
- Höjda knackningar.
- Blockcylinder - 0,25 mm;
- Spåret i kolven är 0,15 mm;
- Kolvstift - 0,015 mm;
- Kolvringslås - 2,5 mm;
- Vevstångshuvud, topp 0,03 mm;
- Lager: huvud- och vevstake - 0,15 mm;
- Ärm - 0,20 mm;
- Stöd i huvudet - 0,20 mm;
- Vevaxelns axiellt spel - 0,36 mm;
Reparation av motor 402 kommer att vara att återställa prestanda genom att ersätta slitna motorkomponenter med nya delar i standardstorlek, eller alternativt genom att bygga om slitna motorkomponenter med hjälp av nya passande delar.
För detta ändamål tillhandahålls tillverkning av kolvar, kolvringar, vevstång och huvudlager i vevaxeln, styrbussningar för inlopps- och avgasventiler och ett antal andra delar av reparationsstorleken.
2. Töm frostskyddsmedlet (frostskyddsmedlet) från motorn och ta bort kylaren.
3. Tar bort avgasrör från grenröret.
4. Ta bort förgasaren och fläkten av säkerhetsskäl.
5. Skruva loss kopplingen, huvud 14 och koppla loss oljekylarslangen.
6. Vi kopplar bort den andra oljekylarslangen från kåpan för kugghjulet, vi kopplar också bort de återstående slangarna och de elektriska ledningarna, minns, eller bättre, skriver ner deras plats. Med ett 12-huvud, skruva loss de två bultarna och ta bort kopplingen från vevhuset.
8. Skruva loss "minus" från kopplingskåpan. Med ett 17-huvud, skruva loss de två bultarna som håller fast motorn i stöden. Vi demonterar kraftenheten med en hiss och drar försiktigt ut den ur motorrummet.
9. Ta bort kopplingsskivan från svänghjulet. Med ett 14-huvud, skruva loss 6 muttrar och två bultar som håller fast kopplingshuset och demontera det.
Med ett 24-huvud, skruva loss bulten och koppla loss slangen från oljefilterhuset.
Med ett 13-huvud, skruva loss de 4 muttrarna som håller oljefiltret och ta bort det.
11. Ta bort bränslepumpen
13. Ta bort kylvätskepumpen
14. Ta bort cylinderhuvudet. Vi skruvar av huvudet med 24 och tar bort oljekylarkranen med oljeröret. Med ett huvud på 12, skruva loss kopplingen och ta ut röret på oljenivåindikatorn.
15. Ta bort kåpan för kugghjulet. Med ett 13-huvud, skruva loss de två muttrarna som håller locket på pusherboxen och ta bort det.
16. Vi tar ut 8 ventillyftare och ordnar dem i ordning.Med lätta slag tar vi ut nyckeln och demonterar oljedeflektorn från vevaxeln. Använd en 12-nyckel, genom hålet i kugghjulet, skruva loss de två bultarna som håller fast tryckflänsen och ta bort kamaxeln med kugghjulet.
Vi fixar cylinderfodren med en anordning så att de inte faller ut och vänder på blocket.
Med ett "13" huvud, skruva loss de 2 muttrarna som håller fast oljepumpen och ta bort den. Använd "8"-huvudet, skruva loss de två muttrarna och demontera det bakre lagrets oljetätningshållare. Med en 15 skiftnyckel, skruva loss de 2 muttrarna på vevstakeskåpan och ta bort den.
17. Vi tar bort kolvarna från cylindrarna med lätta slag. Använd en 19 skiftnyckel, skruva loss 2 muttrar och ta bort de återstående fem kåporna. Ta bort vevaxeln från blocket.
18. Vi tar bort enheten för att fixera cylinderfodren, var noga med att notera deras position i blocket så att den inte ändras när du installerar de gamla fodren
* - för motorer ZMZ 4021.10 och 4025.10
** - motorvikt för Gazelle
ZMZ-402-motorn är en av de mest kända och massiva motorerna från Trans-Volga-regionen, det är ett aluminiumblock, med våta gjutjärnsfoder, med en lägre kamaxel, ventiler i rörelse genom stänger och vipparmar, faktiskt, detta är en något modifierad ZMZ 24D, där de bytte avgasgrenrör, cylinderhuvudsbultar, installerade en kamaxel med en lyftkraft på 9,5 i stället för 9 mm, själva huvudet korrigerades något, oljepumpen byttes och annat, mindre betydande , saker förändrades också.
ZMZ-402-motorn är den högsta punkten i utvecklingen av GAZ 21-motorn, samma designmotor från 50-talet ...
1. ZMZ 402.10 - den huvudsakliga och vanligaste motorn, SZh 8.2, använder 92:a bensin. Används på Volga
2. ZMZ 4021.10 - en motor med reducerad kylvätska upp till 6,7, för den 76:e bensinen. Används på Volga
3. ZMZ 4022.10 - motor med förkammare-facklaständning. Denna typ av motor kännetecknades av ett annat cylinderhuvud, insug, avgassystem, en annan kamaxel, en modifierad förgasare och i allmänhet en mer komplex design. Alla dessa innovationer var tänkta att öka de tekniska egenskaperna, effektiviteten, toxiciteten och så vidare. Resultatet visade sig vara en strukturellt komplex motor, effektiviteten var inte så märkbar och ytterligare arbete krävdes för att förbättra den, därför inskränktes produktionen av förkammaremotorer 1992.
4. ZMZ 4025.10 - en analog till ZMZ 4021.10, men för bilar i Gazelle-familjen.
5. ZMZ 4026.10 - en analog till ZMZ 402.10, men för bilar i Gazelle-familjen.
Ovanstående fel är naturligtvis inte alla, det här är de mest grundläggande och vanligaste problemen, listan kan fortsätta för evigt, men ägaren till en bil med en ZMZ-402-motor måste tydligt förstå att han är ägaren till en retromotor och måste vara beredd på alla hans nycker.
ZMZ 402-motorn har också fördelar, det är enkelhet, överlevnadsförmåga och underhållsbarhet, att få reservdelar till Volga / Gazelle är inte ett problem när som helst på dygnet, var som helst i CIS. En anständig resurs, om du följer motorn, rör dig försiktigt och skruva inte loss den utan anledning, då kommer den att hålla från 200 tusen eller mer tusen km.
I allmänhet, enligt 60-70-talets normer, är motorn bra, men tiden går, allt utvecklas, förbättras och enligt 2000-talets standarder är dess plats i museet, dit den skickades 2006. 402-motorn har många kopior, det här är motorer tillverkade av UMZ 451, 414, 417, 421, några av dem tillverkas fortfarande till denna dag, alla dessa motorer hade en gemensam förfader - GAZ 21 och designen är nästan en till en.
1997 utvecklades en efterföljare till 402:an, ZMZ-406, på ZMZ, vi läser om denna 16-ventilsmotor här.
Hur man ökar ZMZ 402-motorn korrekt och utan resursförlust, för detta måste vi öka förgasardiffusorerna till 26 / 30 mm, installera en kamaxel (till exempel OKB Engine 35) och ett direktflödesavgas med samma diameter längs med hel längd. Denna inställning kan enkelt göras med dina egna händer, motoreffekten kommer att vara 120-130 hk.För att förbättra effektiviteten kan man fräsa topplocket till en höjd av 93mm, för att öka kompressionsförhållandet kommer detta att ge några fler hästar.
Det är ingen mening att sätta en mer ond kamaxel och vända den till himlen, ZMZ-402 använder en tung traktorkolvgrupp, allt plus kommer att gå till tröghetsförluster och friktion, med detta steg, förutom en tidig översyn, vi kommer inte att få något. Du kan försöka lösa problemet genom att installera en smidd lättviktskolv, lättviktsvevaxel, balansera den och fortfarande efter 6000 rpm kommer motorn att blåsas bort, tack vare den speciella designen av cylinderhuvudet är detta problem olösligt, och att köpa smide är helt irrationellt.
Det enklaste sättet att blåsa upp Volga är att köpa en kompressor, till exempel SC-14, och blåsa in i förgasaren. Det är inte nödvändigt att stärka ShPG, det håller trycket upp till 0,5-0,7 bar, avgaserna måste ersättas med ett helt direktflöde. Denna metod skiljer sig inte i elegans av utförande, och därför måste vi, för att få en allvarlig effekt, överföra motorn till injektorn, byta BHPG och vevaxeln till smidda, installera kamaxeln, mottagaren, SC-14 eller Eaton M90 kompressor, ställ in allt för januari online. Det kommer att gå snabbare än 406:an, men kostnaden...
När det gäller turbinen, utöver ovanstående, behöver vi ett turbokit eller montera det själva, laga ett grenrör för turbinen, själva turbinen, rörledningar, 440cc injektorer, välj axlar, avgassystem på 63-76-röret, det är nödvändigt för att spruta in motorn och i slutändan kommer kostnaden att resultera i 2 -3 bilpriser. Därför sätter ingen en turbin på en 402-motor. Det bästa valet för att uppgradera ZMZ 402 är antingen en atmosfärisk version eller en ersättning för en ZMZ 406-motor eller 1JZ-GTE.
1JZ-GE / 1JZ-GTE-motorn är ett av de vanligaste alternativen för ett Volga-byte, det blir utan problem, dessutom tillverkades GAZ 3102 från fabriken med en sådan motor, så detta är det bästa valet för uppgradering din ZMZ-402, leta efter en donator, leta efter en tjänst med erfarenhet av sådant arbete (lyckligtvis finns det många av dem), arrangera en omarbetning och njut av en avsevärt ökad kraft, effektivitet, tystnad och tillförlitlighet hos den legendariska 1JZ-motorn.
Motor: ZMZ-402.10 1996 release. kolvar 1992 
Körsträcka 4600 km. verklig.
Jag hittade ingen artikel eller ämne om ZMZ-402.10. 406 är.
Efter en misslyckad tankning fick jag ett haveri på packningen i smörjsystemet. Oljan har blivit väldigt flytande av bensin. Nivån var som lägst. Det läckte överallt. Ljusen är svarta, översvämmade eller mattsvarta.
Motorn är borttagen och demonterad. Det finns ingen erfarenhet i sådana fall.
Läs böcker om drift och reparation av GAZ 2410/31029 från denna sida. 
Jag hittade inte en artikel eller ett ämne för reparation på denna webbplats ZMZ-402.10. 406 är. För andra resurser hittade jag inget speciellt. Jag hittade en video nära livet för reparationer i garageförhållanden JfdwOUVrMiEeWf. Om någon kan dela en användbar länk skulle jag uppskatta det. Besiktningen gav följande resultat:
Nagar i insugningssystemet (film) blev matta kolavlagringar i avgasröret, huvudet, förgasaren brunaktiga. Speciellt mycket kolavlagringar på styrningarna, ventilskaften.
Det finns en grå tät beläggning på ventilplattorna, på avfasningarna. En del av avfasningarna på ventilerna och sätena (3,4 cylindrar) vid kontaktpunkterna har en grå beläggning.
Ringar. ligga på 2,3,4 cylindrar. Blötläggning i diesel ger inte så mycket resultat. Kolvarna är rena, men de två översta ringarna är täta. På den andra kolven tog jag bara bort den nedre ratten och mittringen - den sprack på mitten. Anledningen till att ringen kläms fast är rost. Jag tog av mig den här ringen länge.
Hur tar man bort ringarna på de andra kolvarna?
Kolv. Nästan inget slitage.
Ärmar. Tillståndet är ungefär detsamma. Spår av svag honing och små skavsår i arbetsområdet är synliga. det finns spår av rost i blocket vid skarvarna på aluminium. Det finns inget att kontrollera ärmarna för ellips. Måste man ta av dem för att täta tätningen? Om man ska byta dem eller inte. Hur får man reda på det? Om du byter cylinder + kolv + stift + ringar?
Liner [täcker 3 vevstakar ramlade ut av sig själv. Resten håller på. Vevstakslagren har slitage (repor, mindre repor).Fodret, som är i vevstaken, och inte i dess lock, har ett hål och ett svagt spår (spår) från kanten av fodret till hålet. De där. 1/4 av liners diameter.
Och vad är bättre? Varför finns det inget spår längs hela diametern? Byte av vevstakeslager. Vilket företag att ta. och är där +0,05 ?
Stångfinger. på den 4:e cylindern roterar kolven friare än på de andra. det finns ingen motreaktion. Förändra?
Vevaxel. På vevstängernas halsar är ytan en spegel, men det finns små repor. Kan du slipa själv?
På vevaxelns huvudfoder är fodren utan tecken på slitage, på båda halvorna finns ett spår längs hela längden. HF har inga repor. Under stoppningen finns lutningsrisker. Axialt spel 0,4 mm. bör vara 0,125 - 0,325 mm. Är det värt att byta bricka genom att ta bort växeln? Det finns ingen avdragare, och handen reser sig inte för att skjuta ner. 
Kugghjul. Tänderna är inte uppätna, de sitter stadigt. Märkena är sammanslagna och står enligt boken.
Jag lämnar det som det är.
Fördelningsaxel. Det finns inga tecken på sprickor, inget slitage - det finns några på de vassa spetsarna på excentriker. Det finns ett axiellt axelspel på 0,4 mm istället för 0,15. Ska jag byta tryckfläns? Eller kan jag sätta en stålbricka?
Påskjutare. Cirkulärt spår på botten av den sista påskjutaren 4 cylindrar djupt
0,3 mm. Ersättning? Resten har en polerad remsa vid kontaktpunkten.
Vevaxel oljetätning. Det finns inga synliga läckor från tätningen. Tätningen ser ut som ny. Förändra?
Fyllning. Det finns inga droppar från fyllningen, men baksidan av korgen är stänkt med svart fett. Var skulle?
Oljetätning och packning som ska bytas?
Stavar. Längden är densamma. Spridning +-1 mm. på flera är den övre änden polerad så att hålet i mitten inte syns - är detta en ersättning?
+++ Innan demonteringen fanns en defekt: KV roterade fritt om ljusen vreds ut och kilade fast på ett ställe om ljusen skruvas in. Var man ska gräva.
Vad mer att vara uppmärksam på?
Tillagd efter 12 timmar 41 minuter 52 sekunder
Har tidigare reparerat kopplingen. Märkt allt (skiva, korg, även bultar) 
vit prästkorrekturläsare i tub med pensel (för korrigering av fel på lösningsmedelsbaserat papper). Jag förstörde bara balansen på vägen. Hur man själv balanserar svänghjul, vevaxel och svänghjul. För hur man bär sådana laster till reparationsanläggningen väldigt långt.
Se ytterligare:
=======================================
Hur man byter giza och sätter en packning här
monteringsdetaljer här
Ta bort motorn från bilen (se Ta bort motorn).
Ta bort blockhuvudet (se Ta bort cylinderhuvudet).
Vi tar bort vevhuset från motorn (se Demontering av motor).
Använd "13" skiftnyckeln, skruva loss de fyra muttrarna som håller fast oljefiltret, ...
Ta bort bränslepumpen (se Demontering och demontering av bränslepumpen).
Ta bort startmotorn (se Ta bort startmotorn från motorn).
Ta bort kylvätskepumpen (se Byta kylvätskepump).
Ta bort cylinderhuvudet (se Ta bort cylinderhuvudet).
Med "24"-nyckeln skruvar vi loss och tar bort oljekylarkranen och oljeröret
Använd "12"-tangenten, skruva loss kopplingen och ta bort oljenivåindikatorslangen.
Ta bort kåpan för kugghjulet (se Byta ut den främre vevaxeltätningen).
Med hjälp av "13"-tangenten skruvar vi loss de två muttrarna som håller fast locket på tryckboxen ...
Vi tar ut åtta ventillyftare och numrerar dem (eller ordnar dem i ordning).
De har löpt in i sätena och stängerna, så när de monteras måste var och en installeras på sin plats.
Med lätta hammarslag genom skägget slår vi ut nyckeln ...
... och ta bort oljedeflektorn från vevaxeln.
Med en huvud- eller hylsnyckel "12" genom hålet i växeln, skruvar vi loss de två bultarna som håller fast tryckflänsen ...
... och ta ut kamaxeln tillsammans med växeln.
Om det är nödvändigt att byta ut växeln trycker vi på det från axeln (se Demontering av motor).
För att förhindra att cylinderfodren faller ut fixar vi dem med en fixtur och vänder på blocket.
Använd "13"-huvudet och skruva loss de två muttrarna som håller fast oljepumpen ...
Skruva loss de två muttrarna med en 8 insexnyckel ...
... och ta bort vevaxelns oljetätningshållare.
Med ett "15" huvud skruvar vi loss de två muttrarna på vevstångslocket ...
Genom att trycka på hammarens trähandtag på vevstaken trycker vi ut kolven ur cylindern.
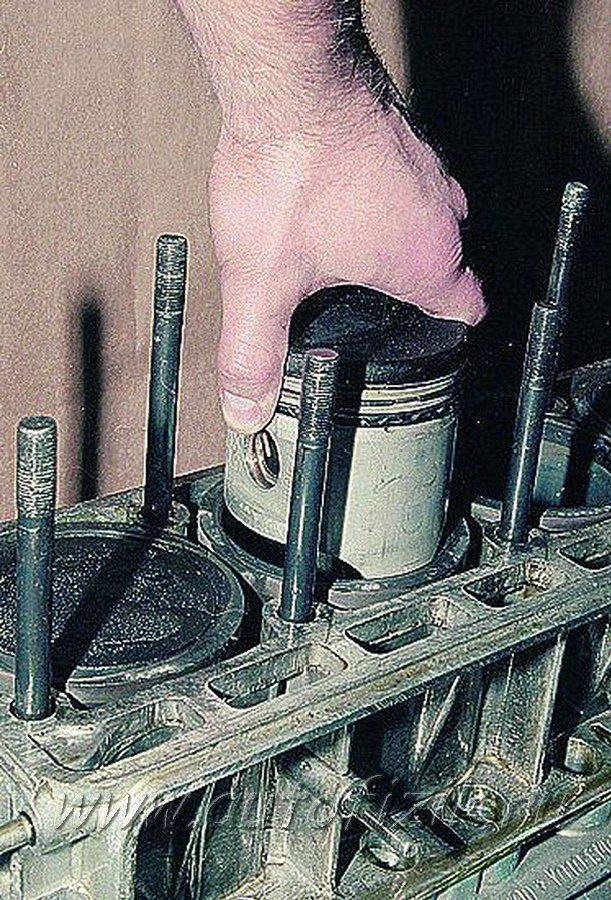
Ta bort de andra tre kolvarna på samma sätt.
Om vi inte planerar att byta kolvar och cylinderfoder under motorreparation, numrerar vi kolvarna och markerar positionen för fodren i blocket.
Stäng av de två muttrarna med "19" huvudet ...
... och ta bort huvudlagerlocket. Ta bort de återstående fyra locken.
Ta bort vevaxeln från blocket.
Vi tar bort enheten för att fixera cylinderfodren och tar ut fodren.
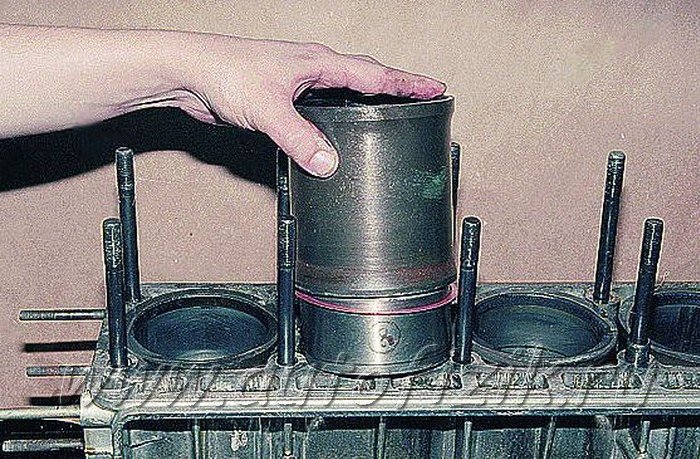
Vid återanvändning av hylsor, risker, färg m.m. vi markerar deras position i blocket så att det inte ändras under monteringen.
| Video (klicka för att spela). |
En mycket detaljerad beskrivning av demonteringen av motorn 402. Tack så mycket. För oss delitanter en stor hjälp. Tack igen.













