I detalj: gör-det-själv-motorreparation en 01 från en riktig mästare för sajten my.housecope.com.
FUNKTIONER FÖR MONTERING OCH DEMONTERING AV HUVUDMONTERING OCH MEKANISMER FÖR MOTORER A-01, A-01M och A-41
Vid montering av cylinderblocket och vevmekanismen måste följande regler följas:
1. När gummitätningsringar sätts på cylinderfodret får de inte vrida sig i spåren. Gummiringarna och den nedre monteringsremmen i cylinderblocket (0151 mm) måste smörjas med dieselolja, annars kan gummiringarna skadas när linersen monteras i blocket. Inloppsfasningen på det nedre landningsbältet i cylinderblocket måste vara platt, rent, utan hack.
Ovaliteten på nya cylinderfoder med cylinderhuvudet fixerat bör inte överstiga 0,03–0,05 mm.
2. Innan kolven monteras med vevstaken och stiftet ska kolven värmas i ett oljebad till en temperatur på 80-100 ° C. Det är förbjudet att trycka in kolvstiftet i kolven i kallt tillstånd.
Vevstången med kolven ska monteras så att förbränningskammaren är förskjuten mot den långa vevstångsbulten. Vid installation av en kolv med en vevstake i cylinderblocket måste kammaren i kolven flyttas från cylindrarnas axel i motsatt riktning mot kamaxeln.
3. Kompressionsringar måste monteras på kolven med avfasningar uppåt, samtidigt som man bör komma ihåg att den övre ringen är förkromad och resten inte är förkromad.
Det är omöjligt att tillåta stora deformationer av ringarna när de är installerade i kolvspåren, därför rekommenderas att använda en speciell
fixturen som visas i figur 19 som begränsar utvidgningen av ringarna till en ytterdiameter på 142,5 mm.
| Video (klicka för att spela). |
4. När du installerar en kolv med kolvringar i cylinderfodret, för att undvika skador på ringarna, bör en teknisk kondorn ("falsk hylsa") användas, som visas i figur 20.
5. Det är nödvändigt att ta bort fodren från cylinderblocket med hjälp av en avdragare (fig. 21), som sätts in i det inre hålrummet på hylsan.
6. Innan du installerar delarna av kolvgruppen i motorcylindrarna måste låsen på intilliggande kolvringar placeras i en vinkel på 120-180 ° den ena i förhållande till den andra. Ringarna som är installerade i kolvspåren måste röra sig fritt i dem under inverkan av sin egen vikt.
Det radiella spelet mellan ringarna och spåren (när de är täckta av en bur med en diameter på 130 mm) måste observeras inom följande gränser (tabell 4).
7. När du lägger vevaxeln i cylinderblocket och installerar delarna av vevstaken och kolvgruppen, är det nödvändigt att antalet (standard) av produktionen (1Н, 2Н) eller reparation (PI, Р2, РЗ) storleken på vevstaken och huvudtapparna på vevaxeln motsvarar antalet (standard) insatser.
Det är inte tillåtet att installera en axel och foder av olika storlekar, eftersom detta kommer att leda till att vevaxeln fastnar.
Före montering är det nödvändigt att rengöra, skölja med fotogen eller dieselbränsle och blåsa ut oljehåligheterna och kanalerna i cylinderblocket, vevaxeln och vevstakar med tryckluft. Spår, bucklor, grader och märken måste rengöras noggrant. Bäddar och utvändiga ytor ska torkas torra och vevaxeltapparna ska smörjas med ett tunt lager ren dieselolja.
Det är förbjudet att skrapa fodren, fila huvudlagerlocken, sätta några packningar mellan fodret och dess bädd och mellan lagersepareringsplanen, arrangera om vevstakeskåporna från en vevstake till en annan eller vända dem, ordna om huvudlagret mössor från en plats till en annan.
Vid montering av kolvgruppen och vevaxeln bör hammare och stansar av trä eller koppar användas.
åtta.Man bör komma ihåg att åtdragning av vevstakebultarna måste börja med en lång (monterad) bult. Annars kan detta leda till en kränkning av passformen av splinesleden och deformation av vevstakebädden.
Det är inte tillåtet att återanvända vevstaksbultarnas låsbrickor vid motoröversyn och användning av hemmagjorda låsbrickor.
9. Det rekommenderas att dra åt muttrarna för att fästa huvudlagerlocken i den ordning som visas i figur 22, i två steg med en momentnyckel, med ett åtdragningsmoment på 41-44 kGm. Lagerkapslar bör installeras i enlighet med siffrorna stämplade på dem.
10. Muttrarna för att fästa cylinderhuvuden på blocket måste dras åt i den ordning som visas i figur 23, i två steg (preliminärt och slutligen).
I kallt tillstånd av motorn, åtdragningsmomentet för muttrarna
fastsättning av cylinderhuvuden bör vara 16-18 kGm, i varmt - 18-20 kGm.
11. Om det är nödvändigt att demontera balanseringsmekanismen ska du använda en avdragare för att pressa ut lagren (fig. 24).
För att göra detta, lås upp bultarna 11 (se fig. 18) som fäster plattorna 8, skruva loss dem och ta bort plattorna. Flytta sedan lasten i en riktning och den andra med ett lätt hammarslag eller drift på änden av lastväxelns axel tills den stannar mot mekanismhusets innerväggar. Under påverkan av lastens förskjutning kommer de yttre lagerbanorna att pressas ut ur hålet i mekanismhuset. Tryck därefter ut den yttre lagerbanan med en avdragare. Tryck sedan ihop den inre klämman med samma avdragare, varefter växelbelastningen tas bort från huset.
Montera i omvänd ordning. Det rekommenderas att trycka in lagret samtidigt både i huset och på drevet på lastdrevet.
Man bör komma ihåg att den yttre ringen på lager nr 12507KM är monterad på den inre lagerbanan och inte är utbytbar med andra lager.
När balanseringsmekanismen installeras på motorn måste markeringarna på växlarna och vevaxelns krona vara i linje. Efter att ha installerat mekanismen med kolven på den första cylindern i c. m.t. växelvikter bör riktas nedåt med en noggrannhet på ± 5°.
När balanseringsmekanismen installeras på motorn, mellan mekanismens kropp och cylinderblockets passande plan, är det nödvändigt att installera shims, med vilka de ger ett sidospel mellan tänderna i ingreppet av växelbelastningen med vevaxelns krona (0,25-0,4 mm på sonden). Brott mot detta gap under montering, både i riktning mot minskande och i riktning mot dess ökning, kan leda till ökat ljud i ingreppet och nödslitage av kugghjulens tänder.
Monteringskvaliteten på balanseringsmekanismen kontrolleras genom att manuellt vrida på vikterna i lagren. Kugghjulen måste återgå till sitt ursprungliga läge under påverkan av sin egen vikt.
Monteringen av cylinderhuvuden börjar med installation och slipning av ventiler. Ventilerna är installerade i styrhylsorna, medan ventilen lätt ska komma in i hylshålet under påverkan av sin egen vikt. Därefter slipas ventilen in tills den erforderliga tätheten av den koniska avfasningen på cylinderhuvudets och ventilens säte (eller säte) uppnås.
Efter lappning av ventilerna rengörs huvudet från lapppasta och tvättas.
Det rekommenderas att demontera och montera ventilmekanismen med hjälp av ett verktyg (fig. 25).
För att underlätta demontering av munstyckskoppen (när du byter ut gummiringen eller kopparpackningen under koppen) kan du använda en avdragare (se bild 108). Vid byte av dubbarna används en dubbskruv (Fig. 26).
Svänghjulets monteringsbultar, vevstakeshattarna, växelns monteringsbult på kamaxeln, påskjutaraxelns monteringsbultar, vipparmsaxelns monteringsmuttrar ska vara ordentligt låsta. I det här fallet ska brickornas antenner passa tätt mot kanten på bulten eller muttern. Vid förfalskning med tråd måste den dras i lindningsriktningen.
När ramtätningar (manschetter) pressas in i kroppsdelar (svänghjulshus, växelhuskåpa, cylinderlock), får inte förvrängningar av tätningen och spån på dess yta tillåtas.
Tätningsläppen ska vara jämn och slät. Innan montering på axeln måste packboxens yta smörjas med US-fett (fast olja) eller TsIATIM-201.
Alla tätningar måste vara fria från bucklor och bristningar.
Ris. 19. Verktyg för att ta bort och installera kolvringar:
1 - kropp; 2 - skruv; 3 - lock; 4 - fjäder; 5 - örhänge: 6 - handtag; 7 - Axel; 8 - kex (svampar).
Ris. 20. Konisk dorn för montering av kolven i cylinderfodret.
Ris. 21. Avdragare för att ta bort cylinderfoder från blocket:
1 - disk; 2 - örhänge; 3 - skruvöga; 4 - skruv; 5 - fjärrbussning; 6 - bar; 7 - handtag.
Översyn av motorn är en uppsättning reparationsarbeten av förbränningsmotorenheten, som syftar till att förbättra tillståndet för hela motorn som helhet. Ordet major betyder att en sådan reparation är seriös och kräver goda teoretiska och praktiska kunskaper. Arbetet med att förbättra motorns tillstånd kallas också förbränningsmotorns huvudstad.
Översyn är ett komplex av reparationsarbeten relaterat till utbyte av delar som inte kan repareras (främst kolvar, ringar, packningar) och reparation av delar som kan återställas till fabriksskick. Efter översynen återställer motorn sin kraftprestanda (kraft, kompression, ljudlöshet och smidig drift). Till skillnad från den nuvarande eller oplanerade (till exempel spricker säkringen eller den uppvärmda bakrutan 2107 fungerar inte), innebär en större översyn reparation av hela motorn, och inte enskilda delar. Därför kostar den här typen av arbete hyfsat, det kräver erfarenhet, tid och helst ett varmt, väl upplyst garage om föraren vill tjäna kapital med sina egna händer.
Eftersom motorn är hjärtat i fordonet måste den repareras i enlighet med alla normer och regler, noggrannhet och skicklighet.
Både bensin- och dieselmotorer bränner ut sin resurs efter att ha passerat sin resurs i motortimmar (om motorn har varit igång i 1 timme är detta 1 motortimme) eller gått i tusentals kilometer.
- Du måste fylla på motorolja, det går någonstans.
- Mekanisk skada på motorn (spricka i blocket).
- Kompressionen i cylindrarna är under acceptabel.
- Den konstanta röken från ljuddämparen är blå eller blåaktig (mörkgrå) tjock i stora mängder.
- Knackningar hörs (detta kan vara ett löst inlägg etc.).
- Bilen drar inte som tidigare, speciellt på uppåtgående.
- När man kontrollerar ljus är de ständigt smutsiga, med sot, i olja.
- Bränsleförbrukningen har blivit mer än den var.
- Mycket gaser kommer in i vevhuset.
- Lågt oljetryck i systemet.
- Motorn överhettas under lätt belastning.
- Motorn går periodvis.
Dessa skäl indikerar inte nödvändigtvis behovet av en översyn av förbränningsmotorn. Om det finns många sådana tecken och de upprepas, är det dags att ge bilen för kapital eller göra det själv.
- nuvarande eller in-line reparationer (reparation eller utbyte av enskilda delar, till exempel stötfångarmålning);
- teknisk reparation enligt schemat (reparation eller byte av slitna delar som har utarbetat sin resurs);
- oplanerad reparation av förbränningsmotorn (detta är när resursen ännu inte har kommit ut, men av någon anledning har motorn gått sönder);
- översyn eller översyn, eller kapital görs både enligt schemat efter att en given resurs har passerat, och efter den slutliga nedbrytningen.
Kilometerresursen för genomsnittliga bilar anses vara cirka 200 tusen km, varefter dess egenskaper minskar och det är dags att göra kapital. Det finns bilar med en resurs på 1 miljon km (de kallas miljonärsmotorer), även om det nu ryktas om att resursen för nya dyra bilar som tidigare var miljonärer nu har en mycket mindre resurs. Ju oftare en bil repareras, desto mer lönsam är den för biltillverkare och bildelar i ekonomin, men därigenom försämras ryktet för ett märke eller en viss bilmodell.
I vissa fall, med kraftigt slitage på förbränningsmotorn eller allvarliga haverier, är det mer ändamålsenligt att göra ett motorbyte.
AvtoVAZ, tillverkaren satte den genomsnittliga körsträckan för VAZ 2114-bilar = 150 tusen km. Samma indikatorer har i genomsnitt alla ryska bilar. Men om olika problem elimineras i tid, kan motorresursen lätt motstå 250 tusen km. Resursen för motorer i utländska bilar är i genomsnitt 200 000 - 300 000 km före översyn.
Översyn av diesel- och bensinmotorer görs i etapper:
- Demontering av motorn.
- Tvätt och rengöring av delar.
- Efter rengöring kan en erfaren bilmekaniker avgöra hur utslitna vissa delar är, om de kan repareras eller bättre ersättas. Felsökning görs, det vill säga efter att cylinderhuvudet (cylinderhuvudet) har tagits bort, kontrolleras det och cylinderblocket (cylinderhuvudet) för spån och sprickor; undersök cylindrarna för repor och repor; bestämma mellanrummen i de matchande delarna; inspektera kolvarnas tillstånd för närvaro av chips, skal, sot; inspektera vevaxelns vevstakar; studie av vevaxeln hos förbränningsmotorn; fingrar; lager; delar av gasdistributionsmekanismen kontrolleras också (ventiler, vipparmar etc.). De jämför också dimensionerna på viktiga delar med fabriksdelarna.
- Efter felsökning är det nödvändigt att bedöma graden av slitage på hela motorn: vad man ska ändra, vad man ska lämna, vad man ska reparera.
- Om du aldrig har behövt ta isär motorn helt, då skulle det vara mer korrekt och bättre att bjuda in en vän som förstår.
- Det är önskvärt att utföra demontering i ett varmt och väl upplyst garage.
- Under demontering, lägg alla bultar, brickor och muttrar i en låda med skiljeväggar, kasta inte allt i en hink.
- Under demontering, kom ihåg sekvensen om du gör detta för första gången.
- Om du inte vet vad reservdelarna heter, ta med de gamla delarna till butiken och visa dem för säljaren.
I vår gör-det-själv-motoröversynsguide, här är sekvensen av åtgärder:
- Demontering och demontering.
- Felsökning av delar.
- Tvätt av demonterade delar.
- Beställning och inköp av reservdelar.
- Block- och vevaxelslipning.
- Reparation av blockhuvud.
- Verifieringsarbete.
- Montering och installation av förbränningsmotorer.
- Springer efter kapital.
- Slutsats.
Beroende på bilens märke och modell (motordesign, antal cylindrar, typ av växellåda) kan processen för demontering av motorn skilja sig åt. Placeringen av motorn på framhjulsdrift och bakhjulsdrift är också olika.
Förgasarmotorer är mycket lättare och snabbare att demontera, eftersom de inte är fulla av elektroniska enheter, i närvaro av vilka du måste demontera dem alla noggrant för att komma till själva motorn.
Så om du måste göra ett kapital för Kamaz, till exempel, kommer dess dieselmotor från Yaroslavl-fabriken YaMZ-236 att ta cirka 10 timmar att demontera. Om du gör samma arbete med kraftiga analoger av Kamaz kommer det att ta mer än 30 timmar.
Och för att demontera VAZ-motorn behöver du cirka 3 timmar. Och motorerna i personbilar kommer att ta cirka 10 timmar.
Det är nödvändigt att demontera långsamt, kasta bultar och muttrar var som helst. Med demontering har diagnostiken så att säga redan börjat.
Felsökning i detta fall är mekanisk, det vill säga det är nödvändigt att visuellt och med hjälp av mätinstrument kontrollera slitaget på delar.
- inspektera vevaxeln och mät dess dimensioner, kontrollera böjar och centrering;
- inspektera cylinderblockhuset (BC);
- kontrollera detaljerna i vevstångsmekanismen för glapp och själva tillståndet: kolvar, cylindrar, ringar, fingrar, vevstakar;
- inspektera cylinderhuvudhuset (cylinderhuvud);
- detaljer om gasdistributionsmekanismen;
- bestämma underhållbarheten av delar och sammansättningar.
Många försummar sådant arbete som att tvätta motorn. Det är lämpligt att skölja varje del och rengöra den från plack så att du kan bestämma graden av slitage, skölj även cylinderhuvudet och BC för att upptäcka eventuella makrosprickor.
Efter att ha gjort felsökningsproceduren och sålt bort de som är lämpliga för restaurering och de som inte är lämpliga, är det nödvändigt att beställa nya delar för att ersätta de oanvändbara.När du redan vet vilka reservdelar som behövs behöver du inte dröja med beställning och köp, eftersom nya delar fortfarande måste förberedas för installation.
- Insatser (huvud- och vevstake).
- Detaljer om kolvgruppen.
- Vevstångsfingrar.
- Vevstångsbussningar.
- Ventiler (alla, både inlopp och avgas).
- Oljeskrapor.
- Packningar (komplett set).
- Ventilstyrningar och ventilsäten.
- Pump med reparationssats.
- Oljefilter och pump.
- Andra tillhörande delar.
Efter att problemet med reservdelar har lösts börjar de reparera och återställa blocket och vevaxeln på förbränningsmotorn. På en fräs- och ytslipmaskin avlägsnas ett lager av cylinderhuvudets säte och själva blocket tills det inte finns några skal och spån kvar. Det händer att det finns flera djupa skal, på grund av vilka du måste ta bort lager i flera pass. Vanligtvis, beroende på graden av skada, skärs lager av med en tjocklek på 1 mm, 0,5 mm, 0,25 mm, 0,1 mm, 0,05 mm. Efter det börjar de slipa ytan till en spegelfinish.
Det finns en speciell tabell för slipning av vevaxeln, som anger tjocklek och effektivitet efter reparation jämfört med en ny fabrik.
Snälla säg att jag vill ta isär motorn. och 41 reparationer, något tryckhopp, vilka funktioner och vad du behöver vara uppmärksam på vid demontering, reparation och montering av motorn, tack alla på förhand!
Fungerar trycksensorn? Trycket hoppar bara inte. Det är antingen alltid lågt eller normalt.
Snälla säg att jag vill ta isär motorn. och 41 reparationer, något tryckhopp, vilka funktioner och vad du behöver vara uppmärksam på vid demontering, reparation och montering av motorn, tack alla på förhand!
Hej kollega, pallen kanske är skrynklig?
Kanske är intaget i pannan avskruvat från skakningen, jag hade det här.
Jag ska markera mig 
Låt oss ta isär det, var inte rädd, männen här på forumet är normala, de kommer alltid att berätta för dig om något. Jag startade inte ens min, jag startade den inte, jag tog isär den direkt. och vi ska.
Killarna ska montera ihop motorn, ta en bildrecension av vad och hur 
halvtom mycket intressant att se 
göra en bildrecension av vad och hur
Jag ska försöka se hur det går.
göra en bildrecension av vad och hur
Jag ska försöka se hur det går.
Jag väntar väl 
Killar, säg mig vad som är skillnaden mellan vattenpumpens reparationssats en 41 av de gamla och nya proverna
Momentet för montering av motorn har kommit. Till att börja med rengör vi blocket, sköljer sedan noggrant med bensin och blåser det med luft, vi tvättar också vevaxeln i en. Vi lägger särskild vikt vid spolkanaler.
Efter att ha tvättat blocket och vevaxeln förbereder vi ärmarna för placering i blocket. För att göra detta lägger vi ut kolvringarna på fodren med kontroll av springorna i lederna.I detta fall lyser STAPRI-ringarna inte med stabilitet och mellanrummen i hela uppsättningen är från 0,4 till 0,65, de passerar enl. toleranser. Därefter markerar vi foder, kolvar och ringar med cylindrar så att i framtiden, vid montering, inte blanda ihop, skölj hylsan och sätt på o-ringarna, smörj dem och sätena i blocket med lithol och insats Det är bättre att montera ärmarna genom att göra en enkel fixtur av en gängad dubb och distanser än att hamra med en slägga.
Efter landning av hylsorna förbereder vi andra delar för vidare montering. Vi tvättar huvudkåporna, demonterar oljepumpen och kontrollerar slitaget, balanseringsmekanismen krävde byte av lager, båda drivningarna av oljepumparna nsh-10 och nsh-32 krävde också byte av lager nsh-32 koppling, kammarna brann ut.
Efter landning av hylsorna förbereder vi andra delar för vidare montering. Vi tvättar huvudkåporna, demonterar oljepumpen och kontrollerar slitaget, balanseringsmekanismen krävde byte av lager, båda drivningarna av oljepumparna nsh-10 och nsh-32 krävde också byte av lager nsh-32 koppling, kammarna brann ut.
Var finns siffrorna på kolvarna? motorn föll också isär på kolvarna, hittade siffran 2k eller 2zh, vad kan detta betyda? och hur mycket kostade hela uppsättningen kolvar dig om det inte är en hemlighet
nummer 2k eller 2zh, vad kan detta betyda? och hur mycket kostade hela uppsättningen kolvar dig om det inte är en hemlighet
2-Detta är viktgruppen av kolvar 3020-3030 kg, och F är storleksgruppen 129,89-129,91. Priset på satsen är 12800 rubel. Vid montering av motorn är det önskvärt att ha en kolv av en grupp.
nummer 2k eller 2zh, vad kan detta betyda? och hur mycket kostade hela uppsättningen kolvar dig om det inte är en hemlighet
2-Detta är viktgruppen av kolvar 3020-3030 kg, och F är storleksgruppen 129,89-129,91. Priset på satsen är 12800 rubel. Vid montering av motorn är det önskvärt att ha en kolv av en grupp.
Tack 
Jag tänkte köpa en ny kolv  Jag tog isär motorn och jag kände mig rädd, jag ska slänga en bild på vilken typ av kolv jag hade och hur den fortfarande körde och framför allt inte rökte
Jag tog isär motorn och jag kände mig rädd, jag ska slänga en bild på vilken typ av kolv jag hade och hur den fortfarande körde och framför allt inte rökte
Alexander Nikolaevich, du gör allt enligt Feng Shui 
. Ärmavdragare - det syns även för att landa ärmar på plats. Jag använder aldrig en slägga - jag sätter in ärmarna från ansträngningen av min hand, du känner ansträngningen och gummiringarna kommer inte att skäras av. Efter landning störde jag med en hammare genom en trädistans.
Här är min snygging 

Jag sätter in ärmarna från ansträngningen av handen, du känner ansträngningen och gummiringarna kommer inte att skäras av.
För att vara ärlig tänkte jag inte ens på att prova det med händerna, men det finns naturligtvis en rädsla.
Hej till alla som kommer att berätta för er att a-41 vevaxeln är Kina kostar 14 ton, och det finns Barnaul kostar 24 ton, hur skiljer de sig åt? Och du kan sätta kinesiska? vad tror du
Och du kan sätta kinesiska? vad tror du
Och hur är det med den gamla, den kan slipa den. Kinesiska är roulette. Det finns inga bra recensioner om dem.
Och du kan sätta kinesiska? vad tror du
Och hur är det med den gamla, den kan slipa den. Kinesiska är roulette. Det finns inga bra recensioner om dem.
det finns badass på roten, och linersen var redan p3 för att skärpa, jag tror att det är meningslöst, men vad tycker du om Barnaul?
linersen var redan p3 slipade, jag tycker det är meningslöst, men vad tycker du om Barnaul?
En till reparation återstår, du kan slipa den. Och Barnaulsky är deras inhemska axel, alla motorer går till dem. Men vid byte av axeln är det nödvändigt att balansera den med svänghjulet. Jag hade erfarenheten av att installera axeln utan att balansera, efter att ha monterat motorn vid första starten var det en fruktansvärd vibration, men jag ville inte demontera motorn längre kom jag ur situationen genom att svetsa fast armeringsbitar på korgen med den vetenskapliga petningsmetoden, även om det är sant att det tog två dagar. Efter det kör jag alltid för att balansera.
linersen var redan p3 slipade, jag tycker det är meningslöst, men vad tycker du om Barnaul?
En till reparation återstår, du kan slipa den. Och Barnaulsky är deras inhemska axel, alla motorer går till dem. Men vid byte av axeln är det nödvändigt att balansera den med svänghjulet. Jag hade erfarenheten av att installera axeln utan att balansera, efter att ha monterat motorn vid första starten var det en fruktansvärd vibration, men jag ville inte demontera motorn kom jag ur situationen genom att svetsa fast förstärkningsbitar på svänghjulet genom att skriva fast det tog två dagar, därefter kör jag alltid för att balansera.
Jag tänkte inte på att balansera. 
i min stad kommer det inte att vara möjligt att balansera, jag ville balansera axeln för gas 66, så de sa till mig att vi inte balanserar alla sålda maskiner
Mycket användbar information för ägare av BMW 5-modellen kan hittas på BMW automotive forum Fel, underhåll, reparation och drift.
A-41-motorn är utrustad balanseringsmekanism tröghetskrafter som verkar i vertikalplanet. Balanseringsmekanism (bild 1) består av två vikter, roterande roterande i motsatta riktningar. Vikternas rotationshastighet är två gånger rotationshastigheten för vevaxeln. Varornas tyngdpunkter under rotation riktas samtidigt i en riktning. Vikter gjuts ihop med axlar, som pressas in i kugghjul 2. I karossen balanseringsmekanism cylindriska rullager är installerade i vilka lastens axlar roterar.Kugghjulet 4, som är monterat på vevaxelns mittparti nära den tredje huvudtappen, driver kugghjulen.

Bild 1. Delar av balanseringsmekanismen: en enhet; b - diagram över krafter; c - installation av växlar med märken; 1 - kropp; 2 - växel; 3 - oljeledning till oljekylaren; 4 - tandad kant på drivningen av balanseringsmekanismen; 5 - justeringspackning; 6 - last.
Som ett resultat av lasternas rotation uppstår centrifugalkrafter Rc, som sönderdelas i två komponenter - horisontella och vertikala krafter. Horisontella krafter verkar i motsatta riktningar, på grund av vilka de balanserar varandra. De vertikala krafterna summeras och bildar summan Vs. Summan av vertikala krafter balanserar vertikalt summan av tröghetskrafter Ri i alla fyra cylindrarna.
Installation balanseringsmekanism på A-41-motorn utförs med kolven på den första cylindern i övre dödpunkten. Kugghjulen måste installeras enligt de märken som görs på deras tänder och hålrum när lasterna är placerade under.
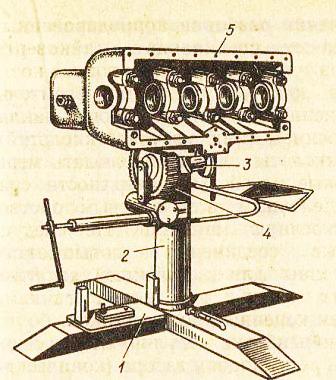
Monteringen av motorer utförs i tre steg: vertikalt läge med vevhuset uppåt när vevaxeln läggs; horisontellt läge - för att installera huvudmonteringsenheterna och delarna; vertikalt läge med vevhuset nedåt - vid slutmontering och färdigställande. För individuell montering av motorer används ett universellt stativ USD-3 eller ett speciellt stativ för montering av motorer D-108 och D-160 (Fig. 107). På specialiserade reparationsanläggningar monteras motorer på en produktionslinje.
Ris. 107. Stativ för demontering och montering av motorer D-108 och D-160:
1 - ram, 2 - hjul, 3 - nedre sektor, 4 - gångjärnsbult, 5 - övre sektor, 6 - plåt, 7 - rulle, 8 - hållare
Motorerna monteras i följande ordning: vevaxeln är placerad i huvudlagren, cylinderfodringarna, vevstaken och kolvgruppen, gasfördelningsmekanismen, den bakre balken och svänghjulet, oljepumpen och vevhuset, cylinderhuvudet , bränsleutrustning, filter och rörledningar, sug- och avgasgrenrören, vattenpump och fläkt, reducering och startmotor.
Det rekommenderas att installera vevaxeln i denna sekvens. Kontrollera och komplettera axeln med huvudlager. Om fodren inte är föremål för borrning och motsvarar den givna storleken på axeltapparna, läggs de i blockets bädd, huvudlagren monteras och dras åt. Lägg vevaxeln och kontrollera dess installation enligt specifikationerna för reparation.
De luckor i huvudlagren som är tillåtna utan reparation med normala storlekar på vevaxeltapparna för traktormotorer är: för D-108 och D-160 - 0,35 mm; för alla andra - 0,24-0,30 mm.
Efter att ha kontrollerat dimensionerna och bestämt mellanrummen, tas lagerlocken bort, axelns huvudtappar smörjs med ett tunt lager olja och axeln sänks ner på fodren som är installerade i blocket.
Åtdragningsmomentet för muttrarna i huvudlagren i D-108-motorerna är 370-420 Nm; A-01M, A-41 - 410-440; D-65, D-240 - 220-260 och SMD-14-200-220 Nm. Dra först åt det mellersta huvudlagret och försök vrida vevaxeln för hand på bulten i flänsen för att fästa svänghjulet. Om axeln vrider sig lätt, dra gradvis åt de återstående lagerkåporna. Vevaxelns axiella upplopp kontrolleras genom att föra den längs axeln med en kofot och mäta ändspelet i yttersta läget. Axiell start av vevaxeln för D-108-motorer är 0,1-0,5 mm; SMD-14-0,2-0,4; A-01M och A-41—0,1—0,35 mm.
En korrekt lagd axel ska rotera med handkraft som appliceras på svänghjulsbulten eller vevtapparna.
Vevstången och kolvgruppen är installerad i blocket från sidan av cylinderhuvudet, med hjälp av anordningar för att komprimera ringarna. Dra åt vevstakens lagermuttrar med en momentnyckel med följande åtdragningsmoment: för SMD-14-140-160 Nm-motorer; A-01M, A-41 -160-180; D-108 - 140-150 Nm.
Den axiella löpningen av vevstakens nedre huvud tillåts utan reparation är 1 mm. Efter montering av den bakre balken och tätningshuset installeras ett svänghjul.Svänghjulets utlopp efter det att det är fixerat på vevaxeln bör inte överstiga 0,3 mm.
Alltid tillgängliga reservdelar till traktorer T-4, DT-75, MTZ, K-700, TT-4M etc. Möjlighet att leverera sällsynta reservdelar på beställning.
Vi erbjuder endast högkvalitativa reservdelar från pålitliga tillverkare.
Vi köper reservdelar direkt från tillverkare och därför kan vi erbjuda dig de lägsta priserna på marknaden.
Reparation av DT 75-motorn består i att byta ut slitna element eller utföra reparationsarbeten, om möjligt. När du reparerar bör du ta hänsyn till motormodellen, samt noggrant välja tillverkaren av de delar som kommer att användas vid reparationen. Om du är mekaniker kan du själv utföra reparationer. Om en sådan färdighet inte finns i din arsenal, kontakta ett specialiserat center där de kommer att utföra en fullständig diagnos, reparera DT 75-motorn och byta ut de nödvändiga delarna.
Motorn skickas på reparation och demonteras från traktorn. Dessutom håller alla delar och mekanismer som förhindrar borttagning av motorn att demonteras. I synnerhet huven, en kylare för kylvatten och olja, en kardandrift för växellådan, tar bort motorn från ramen. Motorn tas bort från traktorn med en kran eller vinsch.
Du kan läsa mer i vår reparationsmanual för traktormotor DT-75.
Vi rekommenderar också att du tar en titt på vårt avsnitt DT-75 reparationsvideo
Allmän församlingsordning. För att montera motorer på en produktionslinje under villkoren för specialiserade reparationsföretag används stativ eller transportörer, vilket gör det enkelt att installera dem i ett bekvämt läge för montering. För individuell montering av motorer används universalstativet OPR-989 [Fig. 26] och andra.
Ris. 26. Universalstativ OPR-989 för demontering och montering av motor.
1) - Foundation; 2) - Rör; 3) – Vrid axeln; 4) - Snäckväxel; 5) - Cylinderblock.
MEDförst monterar de cylinderblocket: du måste installera bussningar och en kamaxel, bussningar av påskjutare och påskjutare, oljetätningar och dekompressorrullar, oljerör. Blås sedan ut oljepassagerna i blocket igen med tryckluft och installera stiftet på mellanväxeln, dubbarna och andra delar.
V vevaxeln med huvudlager läggs i blocket, sedan cylinderfoder, vevstake och kolvsats, bakbalk och svänghjul, oljepump och vevhus, topplock, turboladdare och vippmekanism, bränsleutrustning, filter och rörledningar, insug och avgassystem grenrör, vattenpump installeras och fläkt, växellåda, startmotor och koppling i en sekvens som beror på motorns design.
Installation av vevaxeln. Det rekommenderas att först montera och dra åt huvudlagren utan axeln. Åtdragningsmomentet för muttrarna för YaMZ-238NB-motorer är 422-460 N.m. för huvudbultarna; intilliggande 98-118 N.m.; A-01 och A-41 - 410-440; SMD-typ - 200-220 N.m (SMD-60 bultar - 160-180 N.m.); D-37M - 140-160 N.m; ZMZ-53A - 110-120 N.m; ZIL-130 - 110-130 N.m för fronten och 80-100 N.m. för andra lager. Mätningar bestämmer deras ovalitet, avsmalning, oljeavstånd och förskjutning av det övre fodret i förhållande till det nedre.För att säkerställa en resurs på 80 %, tillåts luckor i huvudlagren under översyn inte mer än: 0,156 mm - SMD-60, 0,160 mm - A01M; 0,180 mm - A-41; 0,120 mm - D-37M; 0,08 mm - ZMZ-53A; 0,065 mm - ZIL-130; 0,130 mm - YaMZ-238NB.
TILLVevaxeltapparna ska smörjas med ett tunt lager olja, distanshalvringarna ska installeras, sedan ska vevaxeln läggas. Först dras det mittersta huvudlagret åt jämnt i två eller tre steg. Om axeln lätt kan vridas av bulten i flänsen, dra åt resten av lagerlocken jämnt. Om skaftet blir hårt, ska det tas bort och halsarna ska smörjas med ett tunt lager färg. Sedan måste du lägga om axeln, vrida den, demontera den, inspektera den - genom att trycka på färgen på fodren, fastställa orsaken till tät vridning och eliminera den.
Pflyttar vevaxeln längs axeln kontrolleras den axiella körningen med en känselmått, som för dieselmotorer sträcker sig från 0,1-0,4 mm, för bilmotorer 0,08-0,25 mm. Den axiella uppgången regleras av valet av tjockleken på distanshalvringarna, tjockleken på monteringslagrets krage eller andra anordningar för motorer av denna typ.
Pen korrekt lagd axel bör vridas från kraften från handen som appliceras på vevstakestapparna.
Montering av hylsor i blocket. Hylsorna som monteras i blocket ska vara av samma storleksgrupp, nya eller av samma reparationsstorlek, och rotera fritt i blocket utan tätningsringar.
PEfter montering av O-ringarna ska hylsorna pressas in i blocket med hjälp av ett verktyg med en hydraulisk (pneumatisk) press eller ett träblock och en hammare. Det är inte tillåtet att skära av tätningsringen vid pressning.
Pefter pressning ska hylsan sticka ut över blockets plan med 0,10-0,21 mm för dieselmotorer SMD-17, SMD-18; 0,09-0,15 mm för D-240, D-241; 0,07-0,27 mm för D-160; 0,65-0,165 mm för dieselmotorer av andra märken. Skillnaden i ärmarnas utsprång för ett block är inte mer än 0,05 mm. Utsprånget som tillåts utan reparation är 0,04 mm (för dieselmotorer A-01M och A-41 är utsprånget 0,05 mm).
PMed ett pressat och fixerat huvud kontrolleras hylsornas ovalitet och konform i arbetsområdet från sidan av vevhuset (inte mer än 0,03 mm tillåts).
PNär du utför rutinmässiga reparationer måste hylsorna installeras i blocket, vända runt axeln med 90 grader i förhållande till föregående position, för att öka den efterföljande livslängden på grund av en minskning av ovalitet.
Montering av vevstake och kolvsats. Satsen och insidan av hylsan måste smörjas med dieselolja före installation. Låsen på den första och andra kolvringen är placerade i en vinkel på 180 grader i förhållande till varandra på kolvarna på YaMZ-238NB, SMD-18 dieselmotorer, och mellan den andra och tredje - i en vinkel på 90 grader. På kolvarna på ZMZ-53, SMD-60, A-01M och andra motorer är låsen placerade i en vinkel på 120 grader i förhållande till varandra. I det här fallet bör låsen inte placeras mot fingrets axel.
WMässingskolvsatsen installeras i blocket från sidan av cylinderhuvudet med hjälp av ett ringkompressionsverktyg. I det här fallet bör särskild uppmärksamhet ägnas åt den korrekta placeringen av den i förhållande till blocket (förbränningskammare, slitsar i kolvkjolen, pilar på kolvkronan, etc.).
Bbultar eller muttrar i vevstakeslager dras åt med en momentnyckel, tål momentet: 240-260 N.m. för dieselmotorer SMD-60; 196-216 N.m. för YaMZ-238NB, YaMZ-240B; 170-190 N.m. för A-01M, A-41; 140-160 N.m. för D-50, SMD-17, SMD-18 och andra; 100-120 N.m. för D-37M, D-144, D-21; 68-76 N.m. för förgasarmotorer ZMZ-53N; 70-80 N.m. för ZIL-130. I ZMZ-53-motorer, vid montering av vevstakens nedre huvud, måste utsprånget på locket och numret på vevstaken matcha.
PEfter montering av vevstängerna bör vevaxelns vridmoment inte överstiga 50 N.m.
DKolvarnas botten efter montering av vevstaken och kolvsatsen i läge c. m.t. ska sticka ut eller sjunka i förhållande till blockets plan med storleken som anges i tabell 52.
| Video (klicka för att spela). |
Tabell 52Placeringen av kolvarnas botten i förhållande till blockets densitet.














