I detalj: gör-det-själv-motorreparation vaz 21214 injektor från en riktig mästare för sajten my.housecope.com.
Idag kommer du att se på videon hur du kan se över VAZ 21214 Niva Taiga 1.7-motorn (injektor) med dina egna händer. En bil med en körsträcka på 60 tusen km. Motor 1.7, servostyrning är värt. Problemet på grund av vilket en större översyn genomförs, motorn började justera. Vi kontrollerade kompressionen, den visade 5 i en av cylindrarna. Vi kopplade in skannern och såg fel: P0300 (slumpmässiga / multipla feltändningar upptäcktes, P0301 feltändningar upptäcktes i 1:a cylindern. Just i denna cylinder visade kompressionen ett värde på 5. Samtidigt släcktes kontrollampan. Vi mätte uteffekten i den första cylindern 15 tunnland, i den 4:e cylindern 11 tunnland. Det kommer att vara nödvändigt att borra blocket. Motorn kommer att tas bort helt.
Videoöversyn av VAZ 21214 Niva Taiga 1.7-motorn:

Motorresursen för denna motor är i området 150 tusen km. springa passerade han 65 tusen km. Det är omöjligt att säga exakt varför förtida reparationer krävdes. Om du bestämmer dig för att göra allt på egen hand, kommer den här instruktionen att vara mycket användbar för dig. Hela processen visas från början till slut, med detaljerade kommentarer.
Innan demontering rengör vi motorn från smuts.
Med "17" huvudet skruvar vi loss de tre bultarna som fäster framaxelns växellådas fäste till cylinderblocket.
Med "13" huvudet skruvar vi loss de fyra muttrarna som fäster fästet på kraftenhetens vänstra stöd till cylinderblocket.
. och ta bort konsolen med kudden.
Efter att ha tagit bort fästena på deras monteringsbultar och gängade hål i cylinderblocket, monterar vi plåten på demonteringsstativet och fixerar motorn på stativet. Ta bort kopplingen (se här)
| Video (klicka för att spela). |
Ta bort svänghjulet och kopplingskåpan (se här).
Med "13" -huvudet skruvar vi loss de fyra muttrarna som fäster fästet för kraftenhetens högra stöd till cylinderblocket.
. och ta bort fästet med kudden.
Med "17" huvudet skruvar vi loss de tre bultarna som fäster generatorfästet till cylinderblocket.
Med hjälp av en rundtång lossar vi klämman på grenröret på utloppsröret från kylaren till värmaren på kylvätskeutloppsslangen från gasspjällsenheten (VAZ-21214-motor) eller från förgasarvärmeenheten (VAZ-21213) ).
Ta bort slangen från utloppsröret.
Med ett "10" huvud skruvar vi loss de två muttrarna som fäster flänsen på värmeelementets utloppsrör till kylvätskepumphuset.
Genom att skruva loss muttern som håller fast rörfästet till avgasgrenröret (se här).
. ta bort värmarens utloppsrör och dess tätningspackning.
Med "13" huvudet skruvar vi loss de tre bultarna som fäster kylvätskepumpen till cylinderblocket.
. och ta bort kylvätskepumpen och dess packning.
På insprutningsmotorn demonterar vi cylinderhuvudet med mottagaren, insugningsröret och avgasgrenröret (se här).
På en förgasarmotor tar vi bort cylinderhuvudet med förgasare, insugningsrör och avgasgrenrör (se här).
Vi tar bort oljeavskiljaren från vevhusventilationssystemet, vevhustråget och oljepumpen (se relevanta avsnitt).
Med ett "10" huvud skruvar vi loss de sex bultarna som håller fast vevaxelns bakre oljetätningshållare till cylinderblocket.
Vi bänder bort hållaren till den bakre oljetätningen med en skruvmejsel för tidvattnet.
. och ta bort hållarenheten med packboxen.
Från spåren på glandhållaren tar vi bort två specialbultar (med fyrkantiga huvuden) som håller fast kopplingshusets kåpa.
Ta bort den bakre tätningshållarens packning.
Vi tar bort kamaxelns drivkåpa, demonterar kedjan, vevaxeldrevet, oljepumpens drivaxel, kedjespännarsko (se relevanta avsnitt).
Med en "10" ringnyckel skruvar vi loss bulten som fäster fästet för avloppsröret på oljeavskiljaren i motorns vevhusventilationssystem.
Med "14" huvudet skruvar vi loss de två muttrarna som håller fast vevstakeskåpan (kolven måste vara på BDC).
Genom att knacka på lockets sidoytor med en hammare med en plastslagstift.
Ta bort det nedre vevstakeslagret från kåpan.
Lutar vi mot ändarna av stängerna på vevstångsbultarna, flyttar vi vevstångens nedre huvud från vevaxelns vevstångsaxel.
Vi vilar hammarens trähandtag mot kontakten på vevstakens nedre huvud och trycker in kolven i cylindern.
. och ta bort kolven med vevstaken från cylindern.
Ta bort den övre lagerskålen från vevstakens huvud.
På samma sätt tar vi bort kolvarna med vevstakar från andra cylindrar.
Kläm fast vevstaken i ett skruvstäd med käftar av mjuk metall.
Lossa försiktigt (utan större ansträngning) låset på den övre kompressionsringen med fingrarna.
. och ta bort den övre kompressionsringen.
. nedre kompressionsringen.
. två oljeringskivor.
Ta bort oljeringsexpandern.
För att ta bort kolven från vevstaken.
. Bänd loss kolvstiftsringen med en skruvmejsel.
. och ta bort den från kolvens ringformade spår.
På samma sätt tar vi ut den andra låsringen på fingret.
. ta bort den från hålet i kolven.
Ta bort kolven från vevstakens övre huvud.
Om vissa delar av vevstaken och kolvgruppen inte är skadade och något slitna kan de återanvändas. Därför, vid demontering, markerar vi delarna för att installera dem i föregående cylinder.
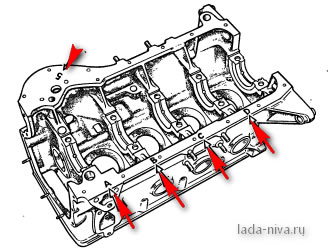
Använd "17"-huvudet och skruva loss de två bultarna som håller fast vevaxelns huvudlagerlock.
Ta bort huvudlagerlocket.
Ta bort det nedre huvudlagret från kåpan.
På samma sätt, ta bort ytterligare fyra huvudlageröverfall.
Ta bort vevaxeln från cylinderblocket.
Vi tar ut tryckhalvringarna från spåren på cylinderblockets bakre stöd.
Vi tar ut från cylinderblockets stöd de övre lösa bladen på vevaxelns huvudlager.
Efter demontering av motorn sköljer vi noggrant med bensin och rengör delarna från kolavlagringar för att kontrollera deras tekniska skick.
För att bestämma cylinderslitage.
. Vi mäter cylinderns diameter i fyra zoner och två plan (parallellt och vinkelrätt mot vevaxelns axel) med en inre mätare.
Cylindermätschema: A och B är mätriktningar; 1,2, 3 och 4 - bältesnummer 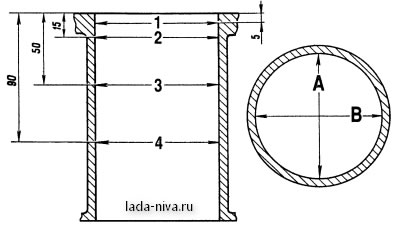
Huvuddimensionerna för cylinderblocket 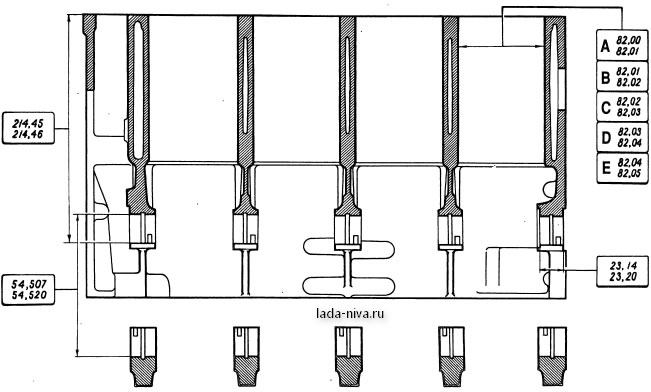
För att bestämma slitaget på kolvkjolen.
. med en mikrometer mäter vi diametern i ett plan vinkelrätt mot kolvtappens axel, på ett avstånd av 55 mm från kolvkronan.
Vi mäter diametrarna med en mikrometer.
. och vevaxelns huvudtappar.
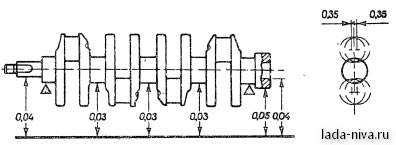
Tillåtet utlopp av vevaxelns huvudytor
Vi slipar vevaxeltapparna till närmaste reparationsstorlek om deras slitage eller ovalitet är mer än 0,03 mm, och även om det finns repor och risker på halsarna.
(läs även artikeln "Vevaxel - slipning eller reparation")
Efter slipning av vevaxeltapparna.
. du måste ta bort pluggarna på oljekanalerna.
. Skölj kanalerna noggrant för att ta bort sliprester och blås med tryckluft.
Vi slipar vevaxeltapparna, tar bort och installerar nya pluggar på bensinstationen.
Vi monterar motorn i omvänd ordning.
Vi installerar nya vevaxellagerskålar av nominell eller reparationsstorlek (efter slipning av halsarna).
I cylinderblockets första, andra, fjärde och femte stöd installerar vi de övre skalen på huvudlagren med spår.
. och i det tredje stödet - ett foder utan ett spår på den inre ytan (samma som i huvudlagerlocken).
Smörj huvudlagerskålarna med motorolja och placera vevaxeln i lagren.
Vi sätter in tryckhalvringar smorda med motorolja i spåren på det femte stödet.
På framsidan av det femte stödet installerar vi en stål-aluminium-halvring och på baksidan - en keramisk metall (gul).
Ytorna på halvringarna med en antifriktionsbeläggning (spår är gjorda på dem) måste vara vända mot vevaxelns tryckytor.
Vi installerar huvudlagerlocken i enlighet med märkena som gjorts på deras yttre yta (kontot hålls från sidan av kamaxeldrivningen).
I detta fall måste låsen på de övre och nedre skalen på varje huvudlager vara placerade på samma sida.
Vi drar åt bultarna på huvudlagerlocken till det föreskrivna vridmomentet (se här).
Kolvar till cylindrar väljs efter klass.
Cylinderstorleksmärkning på blocket
Cylinderdiameterklassen, betecknad med bokstäver, är stämplad på cylinderblockets nedre plan (planet för sumpfästet).
Kolvkjoldiameterklasser och kolvstiftshål är markerade på kolvkronan.
Pilen på kolvens botten när den monteras i cylindern måste vara riktad mot kamaxelns drivning.
Vid montering av vevstaken och kolvgruppen är det nödvändigt att kolvtappen, smord med motorolja, går in i kolvens eller vevstakens hål med handkraft och inte faller ut ur dem när stiftet är vertikalt.
För att kontrollera spelet i kolvringslåset, sätt in ringen i cylindern och rikta in ringen med kolvhuvudet.
Med en uppsättning platta känselmått kontrollerar vi spelet i kolvringslåset.
Smörj spåren på kolvarna med motorolja.
Vi installerar ringar på kolvarna.
Montera den nedre kompressionsringen med skåran ("skrapan") nedåt.
Om ringen nära låset är märkt "TOP" eller "TOP", så sätts ringen med etiketten uppåt.
Ringarna ska rotera fritt i spåren utan att klämma.
Vi arrangerar ringarna enligt följande:
vi orienterar låset på den övre kompressionsringen i en vinkel på 45 ° mot kolvringens axel;
lås på den nedre kompressionsringen - i en vinkel på 180° mot axeln för låset på den övre ringen;
oljeskraparringslås - i en vinkel på 90 ° mot axeln för låset på den övre kompressionsringen (vi placerar expanderleden på sidan motsatt låset).
Innan vi installerar ShPG-delar, smörjer vi cylindrarna, kolvarna med ringar och vevstångslager med motorolja.
Innan vi installerar kolven i cylindern lägger vi en justerbar dorn på kolven.
. och genom att dra i dornen komprimerar vi kolvringarna.
Vi installerar kolven med vevstången i cylindern.
Vi vilar hammarhandtaget på botten av kolven och trycker in det i cylindern.
Vid montering av vevstakeskåpan måste numret på vevstaken och vevstaken matcha och vara på samma sida av vevstaken.
Dra åt vevstakens muttrar med föreskrivet vridmoment (se här).
Ytterligare montering sker i omvänd ordning mot demontering.
Byt ut packningar och tätningar mot nya.
När vi installerar svänghjulet orienterar vi det så att monteringen (koniskt hål), som ligger på svänghjulets bakre plan bredvid ringväxeln, är placerad mittemot vevstångsaxeln på den fjärde cylindern.
Innan demontering rengör vi motorn från smuts.
Med "17" huvudet skruvar vi loss de tre bultarna som fäster framaxelns växellådas fäste till cylinderblocket.
Med "13" huvudet skruvar vi loss de fyra muttrarna som fäster fästet på kraftenhetens vänstra stöd till cylinderblocket.
. och ta bort konsolen med kudden.
Efter att ha tagit bort fästena på deras monteringsbultar och gängade hål i cylinderblocket, monterar vi plåten på demonteringsstativet och fixerar motorn på stativet. Vi tar bort kopplingen (se Byte av drivna och master kopplingsskivor).
Ta bort svänghjulet och kopplingshusets kåpa (se Byte av vevaxelns bakre oljetätning).
Med "13" -huvudet skruvar vi loss de fyra muttrarna som fäster fästet för kraftenhetens högra stöd till cylinderblocket.
. och ta bort fästet med kudden.
Med "17" huvudet skruvar vi loss de tre bultarna som fäster generatorfästet till cylinderblocket.
Med hjälp av en rundtång lossar vi klämman på grenröret på utloppsröret från kylaren till värmaren på kylvätskeutloppsslangen från gasspjällsenheten (VAZ-21214-motor) eller från förgasarvärmeenheten (VAZ-21213) ).
Ta bort slangen från utloppsröret.
Med ett "10" huvud skruvar vi loss de två muttrarna som fäster flänsen på värmeelementets utloppsrör till kylvätskepumphuset.
. ta bort värmarens utloppsrör och dess tätningspackning.
Med "13" huvudet skruvar vi loss de tre bultarna som fäster kylvätskepumpen till cylinderblocket.
. och ta bort kylvätskepumpen och dess packning.
På insprutningsmotorn demonterar vi cylinderhuvudet med mottagaren, insugningsröret och avgasgrenröret (se Ta bort och demontera cylinderhuvudet på insprutningsmotorn).
På en förgasarmotor, ta bort cylinderhuvudet med förgasare, insugningsrör och avgasgrenrör (se Ta bort och demontera cylinderhuvudet på en förgasarmotor).
Vi tar bort oljeavskiljaren från vevhusventilationssystemet, vevhustråget och oljepumpen (se relevanta avsnitt).
Med ett "10" huvud skruvar vi loss de sex bultarna som håller fast vevaxelns bakre oljetätningshållare till cylinderblocket.
Vi bänder bort hållaren till den bakre oljetätningen med en skruvmejsel för tidvattnet.
. och ta bort hållarenheten med packboxen.
Från spåren på glandhållaren tar vi bort två specialbultar (med fyrkantiga huvuden) som håller fast kopplingshusets kåpa.
Ta bort den bakre tätningshållarens packning.
Vi tar bort kamaxelns drivkåpa, demonterar kedjan, vevaxeldrevet, oljepumpens drivaxel, kedjespännarsko (se relevanta avsnitt).
Med en "10" ringnyckel skruvar vi loss bulten som fäster fästet för avloppsröret på oljeavskiljaren i motorns vevhusventilationssystem.
Med "14" huvudet skruvar vi loss de två muttrarna som håller fast vevstakeskåpan (kolven måste vara på BDC).
Genom att knacka på lockets sidoytor med en hammare med en plastslagstift.
Ta bort det nedre vevstakeslagret från kåpan.
Lutar vi mot ändarna av stängerna på vevstångsbultarna, flyttar vi vevstångens nedre huvud från vevaxelns vevstångsaxel.
Vi vilar hammarens trähandtag mot kontakten på vevstakens nedre huvud och trycker in kolven i cylindern.
. och ta bort kolven med vevstaken från cylindern.
Ta bort den övre lagerskålen från vevstakens huvud.
På samma sätt tar vi bort kolvarna med vevstakar från andra cylindrar.
Kläm fast vevstaken i ett skruvstäd med käftar av mjuk metall.
Lossa försiktigt (utan större ansträngning) låset på den övre kompressionsringen med fingrarna.
. och ta bort den övre kompressionsringen.
. nedre kompressionsringen.
. två oljeringskivor.
Ta bort oljeringsexpandern.
För att ta bort kolven från vevstaken.
. Bänd loss kolvstiftsringen med en skruvmejsel.
. och ta bort den från kolvens ringformade spår.
På samma sätt tar vi ut den andra låsringen på fingret.
Glidande kolvtapp.
. ta bort den från hålet i kolven.
Ta bort kolven från vevstakens övre huvud.
Om vissa delar av vevstaken och kolvgruppen inte är skadade och något slitna kan de återanvändas. Därför, vid demontering, markerar vi delarna för att installera dem i föregående cylinder.
Använd "17"-huvudet och skruva loss de två bultarna som håller fast vevaxelns huvudlagerlock.
Ta bort huvudlagerlocket.
Ta bort det nedre huvudlagret från kåpan.
På samma sätt, ta bort ytterligare fyra huvudlageröverfall.
Ta bort vevaxeln från cylinderblocket.
Vi tar ut tryckhalvringarna från spåren på cylinderblockets bakre stöd.
Vi tar ut från cylinderblockets stöd de övre lösa bladen på vevaxelns huvudlager.
Efter demontering av motorn sköljer vi noggrant med bensin och rengör delarna från kolavlagringar för att kontrollera deras tekniska skick.
För att bestämma cylinderslitage.
. vi mäter cylinderns diameter i fyra remmar och två plan (parallellt och vinkelrätt mot vevaxelns axel) med en inre mätare.
För att bestämma slitaget på kolvkjolen.
. med en mikrometer mäter vi diametern i ett plan vinkelrätt mot kolvtappens axel, på ett avstånd av 55 mm från kolvkronan.
Vi mäter diametrarna med en mikrometer.
. och vevaxelns huvudtappar.
Vi slipar vevaxeltapparna till närmaste reparationsstorlek om deras slitage eller ovalitet är mer än 0,03 mm, och även om det finns repor och risker på halsarna.
Efter slipning av vevaxeltapparna.
. du måste ta bort pluggarna på oljekanalerna.
. Skölj kanalerna noggrant för att ta bort sliprester och blås med tryckluft.
Vi slipar vevaxeltapparna, tar bort och installerar nya pluggar på bensinstationen.
Vi monterar motorn i omvänd ordning.
Vi installerar nya vevaxellagerskålar av nominell eller reparationsstorlek (efter slipning av halsarna).
I cylinderblockets första, andra, fjärde och femte stöd installerar vi de övre skalen på huvudlagren med spår.
. och i det tredje stödet - ett foder utan ett spår på den inre ytan (samma som i huvudlagerlocken).
Smörj huvudlagerskålarna med motorolja och placera vevaxeln i lagren.
Vi sätter in tryckhalvringar smorda med motorolja i spåren på det femte stödet.
På framsidan av det femte stödet installerar vi en stål-aluminium-halvring och på baksidan - en keramisk metall (gul).
Ytorna på halvringarna med en antifriktionsbeläggning (spår är gjorda på dem) måste vara vända mot vevaxelns tryckytor.
Vi installerar huvudlagerlocken i enlighet med märkena som gjorts på deras yttre yta (kontot hålls från sidan av kamaxeldrivningen).
I detta fall måste låsen på de övre och nedre skalen på varje huvudlager vara placerade på samma sida.
Dra åt bultarna på huvudlageröverfallen med föreskrivet vridmoment (se Åtdragningsmoment för gängade anslutningar).
Kolvar till cylindrar väljs efter klass.
Cylinderdiameterklassen, betecknad med bokstäver, är stämplad på cylinderblockets nedre plan (planet för sumpfästet).
Kolvkjoldiameterklasser och kolvstiftshål är markerade på kolvkronan.
Pilen på kolvens botten när den monteras i cylindern måste vara riktad mot kamaxelns drivning.
Vid montering av vevstaken och kolvgruppen är det nödvändigt att kolvtappen, smord med motorolja, går in i kolvens eller vevstakens hål med handkraft och inte faller ut ur dem när stiftet är vertikalt.
För att kontrollera spelet i kolvringslåset, sätt in ringen i cylindern och rikta in ringen med kolvhuvudet.
Med en uppsättning platta känselmått kontrollerar vi spelet i kolvringslåset.
Smörj spåren på kolvarna med motorolja.
Vi installerar ringar på kolvarna.
Montera den nedre kompressionsringen med skåran ("skrapan") nedåt.
Om ringen nära låset är märkt "TOP" eller "TOP", så sätts ringen med etiketten uppåt.
Ringarna ska rotera fritt i spåren utan att klämma.
Vi arrangerar ringarna enligt följande:
vi orienterar låset på den övre kompressionsringen i en vinkel på 45 ° mot kolvringens axel;
lås på den nedre kompressionsringen - i en vinkel på 180° mot axeln för låset på den övre ringen;
oljeskraparringslås - i en vinkel på 90 ° mot axeln för låset på den övre kompressionsringen (vi placerar expanderleden på sidan motsatt låset).
Innan vi installerar ShPG-delar, smörjer vi cylindrarna, kolvarna med ringar och vevstångslager med motorolja.
Innan vi installerar kolven i cylindern lägger vi en justerbar dorn på kolven.
. och genom att dra i dornen komprimerar vi kolvringarna.
Vi installerar kolven med vevstången i cylindern.
Vi vilar hammarhandtaget på botten av kolven och trycker in det i cylindern.
Vid montering av vevstakeskåpan måste numret på vevstaken och vevstaken matcha och vara på samma sida av vevstaken.
Vi drar åt vevstakens fästmuttrar till det föreskrivna vridmomentet (se Åtdragningsmoment för gängade anslutningar). Ytterligare montering sker i omvänd ordning mot demontering. Byt ut packningar och tätningar mot nya.
När vi installerar svänghjulet orienterar vi det så att monteringen (koniskt hål), som ligger på svänghjulets bakre plan bredvid ringväxeln, är placerad mittemot vevstångsaxeln på den fjärde cylindern.
År av utgivning - (1994 - vår tid)
Cylinderblockmaterial - gjutjärn
Kraftsystem - förgasare (21213) / injektor (21214)
Typ - in-line
Antal cylindrar - 4
Ventiler per cylinder - 2
Kolvslag - 80 mm
Cylinderdiameter - 82mm
Kompressionsförhållande - 9,4
Motorvolym Niva 21213 - 1690 cc.
Motoreffekt Niva 21213 - 81 hk /5200 rpm
Vridmoment - 125Nm / 3000 rpm
Bränsle - AI93
Bränsleförbrukning — city 11,5l. | spår 8,3 l. | blandad 10,5 l/100 km
Oljeförbrukning - 700 gr per 1000 km
Niva motorvikt - 117 kg
Totala dimensioner för Niva 21213-motorn (LxBxH), mm —
Motorolja Niva 21213:
5W-30
5W-40
10W-40
15W-40
Hur mycket olja är det i Niva 21213/21214-motorn: 3,75 liter.
Vid byte, häll ca 3,5 liter.
Niva motorresurs:
1. Enligt anläggningen - 80 tusen km
2. I praktiken - upp till 150 tusen km
INSTÄLLNING
Potential - 200 hk
Utan resursförlust - 90 hk
Motor VAZ 21213 1,7 liter. förgasare / injektor (21214) in-line 4-cylindrig med en överliggande kamaxel, timing Niva har en kedjedrift. På grundval av 214-motorn produceras VAZ 2123-motorn för Chevy Niva, skillnaderna i anpassning av blocket för installation i motorrummet på shniva och fästande tillbehör är tekniskt sett nästan identiska.
Huvudskillnaderna mellan VAZ 21213-motorn från 2106 är cylinderdiametern - 82 mm, cylinderhuvudet, Niva 21213-motorblocket från 2106 är mindre i höjd. Av fördelarna med 213-motorn är det värt att notera närvaron av en kedjespännare (inget behov av att dra åt) och hydrauliska lyftare (inget behov av att justera ventilerna). Nackdelar med Niva-motorn - bullrig, äter olja, benägen att överhettas till vibrationer, låg resurs.
Motorn har alla problem med den klassiska serien, 21213 Niva-motorn värms också upp, travar, knackar etc., vilka är problemen, för varje enskilt fall, beskrivs i detalj HÄR, i avsnittet om problem och fel.
Det är meningslöst att skriva om detta på länge, för Niva-chippet är värdelöst, den atmosfäriska motorn kan inte röras upp med ett chip, och alla strålande recensioner är inget annat än ett försök att rättfärdiga slöseri med pengar, låt oss gå vidare.
Frågan på agendan: hur kan man öka kraften hos majsfältsmotorn utan några speciella knep? Det första steget är att öka kolvslaget till 84 mm med hjälp av vevaxeln från VAZ 2130, 82 mm kolvar med en kolvtapp förskjuten med 2 mm och vi har redan 1,8 l. Det andra steget är att borra cylindrarna under 84 mm kolven, så vi monterar 1,9-motorn på fältet. För att fullt ut förstärka VAZ 21213-motorn måste du lägga till en effektivare förgasare, borra cylinderhuvudkanalerna (som beskrivs i HÄR), insugningsdiametern är 33 mm och avgaserna är 31 mm, det är tillrådligt att använda lätta vevstakar , som ett resultat får vi cirka 100 hk.
Det tredje steget - vi bygger en 2 liters motor. Vi köper på marknaden en avstämningsvevaxel med en slaglängd på 88 mm och 84 mm kolvar med en stiftförskjutning på 4 mm. En fullständig förfining av VAZ 21213-motorn kommer att slutföras efter installation av Nuzhdin-kamaxeln (eller motsvarande) med ett lyft på 11,2, ett lätt svänghjul, lätta vevstakar och en modifierad förgasare, allt detta kommer att ge cirka 110 hk totalt.
- kolv med standarddiameter, ökat slaglängd
1,8 l. 82x84
85 hk
Max vridmoment
135 Nm vid 3000 rpm
- kolv med större diameter, ökat slaglängd
1,9 l. 84x84
- kolv med större diameter, ökat slaglängd
2,0 l. 84x88
Från tid till annan ställs frågan om att installera 2112-motorn i fältet på forumen, detta är en ganska komplicerad och meningslös uppgift, på grund av det faktum att 16V-motorer älskar hastighet och inte är väl anpassade för en SUV. Vill du ha fart, sälj din bil och köp Priora. Niva lämpar sig inte för höga hastigheter och dess justering bör främst syfta till att öka greppet på bottnarna.
För- och nackdelarna beskrivs HÄR i avsnittet Turbo Classic.
Vi använder kit baserade på PK-23-1 kompressor eller analoger med ett tryck på 0,5 bar, munstycken från den 406:e Volgovsky-motorn, kolven förblir fabriken, effekten är mer än 100hk. Resursen kommer att minska, men inte kritisk.
Det rekommenderas inte att installera mer effektiva överladdare, fabrikskolven kommer inte att stå upp och motorn kommer att kräva betydande kostsamma förändringar.
VAZ 21214-motorn var tänkt som den första insprutningsmotorn för en inhemsk SUV. Niva var inte särskilt populär i Sovjetunionen, utan exporterades till Asien, Storbritannien, Europa, Latinamerika och USA. Sedan 1994 har det skett flera modifieringar och modifieringar av förbränningsmotorer från Euro-0 till Euro-5 (export).
Man tror att den tidigare versionen av 21213 blev grunden för ICE 21214. Faktum är att ¾ av delarna i motorn
- motorlayouten har ändrats - en injektor istället för en förgasare;
- ytterligare bilagor dök upp - en DPKV, DXH-sensor, en Bosch MR 7.0-kontroller;
- vevaxel med en lång vevaxel på 40 mm, används inte i tidigare AvtoVAZ-motorer;
- Cylinderhuvud med hål för fassensorn och mottagarbultar, hydrauliska lager för ventilspakar istället för justerbultar.
Eftersom basmodellen böjer ventilen undkom inte 21214-motorn detta öde, så manualen innehåller inte bara en beskrivning av motorerna, utan också ett underhållsschema för att säkerställa åtminstone den minsta deklarerade resursen på 80 000 km, som utlovas av tillverkarens representanter.
Utformningen av drivenheten 21214 ger den följande tekniska egenskaper:
kombinerad cykel 10,5 l/100 km
kopplingsbult - 19 - 30 Nm
lagerkåpa - 68 - 84 Nm (huvud) och 43 - 53 (vevstång)
cylinderhuvud - tre steg 20 Nm, 69 - 85 Nm + 90° + 90°
Med tillkomsten av hydrokompensatorer för termisk ventilavstånd rekommenderas användning av exklusivt högkvalitativ olja i motorn.















