I detalj: gör-det-själv-reparation av cylinderhuvud 2112 16 ventiler från en riktig mästare för sajten my.housecope.com.
4.22. Detaljer om huvudet på cylinderblocket: 1 – ett blockhuvud; 2 - en inloppskamaxel; 3 - packbox; 4 - slutlig kamaxel; 5 – fallet med lager i en kamaxel; 6, 8 - tätningsringar; 7 - styrrör; 9 - blockhuvudkåpa; 10 - en arm för fästning av en fläta av trådar; 11 - pluggar; A - en distinkt rem på insugskamaxeln
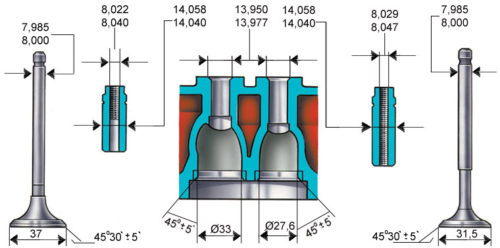
Huvud 1 (fig. 4.22) på cylinderblocket är gemensamt för fyra cylindrar, gjutna av aluminiumlegering, med tältformade förbränningskammare. Inlopps- och utloppskanalerna förs till olika sidor av blockhuvudet. Ventilerna är anordnade i en V-form i två rader: inlopp på ena sidan, utlopp på den andra.
Keramiska metallventilsäten och ventilstyrningar i mässing pressas in i huvudet. Styrbussningarnas innerdiameter är (7 ± 0,015) mm, ytterdiametern (för bussningar som levereras som reservdelar) är 12,079–12,090 mm och 12,279–12,290 mm (bussningen ökas med 0,2 mm).
Ventiler liknar designen på motorventiler mod. 2110, men har en mindre diameter på plattor och stavar. Insugningsventilen har en plåtdiameter på 29 mm, och avgasventilen har en diameter på 25,5 mm. Diametern på inloppsventilskaftet är (6,975±0,007) mm, avgasventilen är (6,965±0,007) mm.
Varje ventil har en fjäder. Längden på fjädern i fritt tillstånd är 38,19 mm, under belastning (240 ± 9,6) N [(24,5 ± 0,98) kgf] ska vara 32 mm, och under belastning (550 ± 27,5) N [( 56,1 ± 2,8) kgf ] - 24 mm.
Ventilerna påverkas av kamaxelns kammar genom cylindriska hydrauliska tryckare placerade i cylinderhuvudets styrhål längs ventilhålens axel. De hydrauliska ventillyftarna eliminerar automatiskt ventilspelet, och därför är det inte nödvändigt att kontrollera och justera spelet i ventilmekanismen vid service av bilen.
Video (klicka för att spela).
4.23. Upphängning av kraftenheten med motormod. 2112: 1 - fäste på höger sida av kroppen; 2 - bottenbegränsaren på en kudde; 3 - kudde av rätt stöd; 4 - den övre begränsaren på en kudde; 5 - en fästmutter av en kudde; 6 - fjärrtvätt; 7 – stödfästmutter; 8 - höger stödfäste; 9 – en stång av ett ryggstöd; 10 – en arm av ett ryggstöd; 11 - en kudde av det vänstra stödet; 12 - mutter med bricka; 13 - vänster stödfäste; 14 – en arm av ett främre stöd; 15 - främre stödstång
Olja för driften av de hydrauliska påskjutarna tillförs från smörjsystemet genom en vertikal kanal i cylinderblocket till en kanal i cylinderhuvudet nära den 5:e monteringsbulten (se fig. 4.23), och sedan genom de övre kanalerna på cylindern. nedre plan av lagerhuset. Olja tillförs också genom dessa kanaler för att smörja kamaxeltapparna. En backkulventil är placerad i cylinderhuvudets vertikala kanal, vilket förhindrar att olja rinner ut från de övre kanalerna efter att motorn har stoppats.
Ventilerna drivs av två kamaxlar: insug och avgas. Axlarna är av gjutjärn och utrustade med fem lagertappar som roterar i hylsor gjorda i cylinderhuvudet och i ett gemensamt kamaxellagerhus. För att öka slitstyrkan blekas kammarnas arbetsytor och packboxens hals. För att skilja insugskamaxeln från avgaskamaxeln är ett distinkt band A gjort på insugningsaxeln nära det första lagret.
Axlar hålls från axiella rörelser av tryckkragar placerade på båda sidor av det främre stödet. De främre ändarna på kamaxlarna är tätade med självåtdragande gummitätningar.De bakre hålen som är placerade längs axlarnas axel i cylinderhuvudet och lagerhuset är stängda med gummerade lockpluggar.
Kontroll av det tekniska skicket och reparation av cylinderhuvudet liknar de som beskrivs för motormoden. 2110.
Du behöver: ett verktyg för att komprimera ventilfjädrar, ett verktyg för att pressa ut och en dorn för att pressa ventilskaftstätningar, en 10 hylsnyckel, en 10 sexkant, en skruvmejsel, pincett.
1. Ta bort cylinderhuvudet från motorn (se "Ta bort cylinderhuvudet på en bil").
2. Vrid ut mätaren för temperaturindex för en kylvätska från baksidan av ett blockhuvud.
3. Vrid ut mätaren på en kontrollampa för ett nödfall i oljetrycket från kamaxlarnas lager.
4. Vrid ut två fästbultar och ta bort en arm av bränslerör.
5. Ta bort tändstiftsstyrrören från hålen i cylinderhuvudet och kamaxelns lagerhus.
6. Vrid ut sexton bultar för att fästa huset för lager på kamaxlar.
8. Ta bort pluggarna från den bakre änden av blockhuvudet.
9. Ta ut kamaxlarna från stödet av ett huvud på cylinderblocket och ta bort epiploonerna från deras främre ändar.
10. Ta bort ventillyftarna från hålen i cylinderhuvudet.
11. Ta bort kex från fjädrarnas plattor, komprimera ventilfjädrarna med ett verktyg.
12. Ta bort fjädrar med plattor.
13. Vänd på cylinderhuvudet och ta bort ventilerna från dess undersida.
14. Ta bort oljetätningarna från styrbussningarna.
15. . och fjäderbrickor.
16. Rengör cylinderhuvudet och lagerhusen från rester av gammalt tätningsmedel, smuts och olja före montering.
17. Montera fjäderbrickor.
18. Smörj med motorolja ventilerna, hålen för de hydrauliska påskjutarna, hålen på ventilstyrningarna och de nya oljetätningarna (de gamla locken kan inte användas).
19. Använd en dorn och tryck på kåporna på styrbussningarna.
20. Sätt in ventilerna i styrbussningarna, montera fjädrarna och fjäderplattorna.
21. Montera ventilsprintarna medan du trycker ihop fjädrarna med ett verktyg.
22. Sätt in ventillyftarna i hålen på cylinderhuvudet.
23. Smörj lagertapparna och kamaxelkammarna med motorolja och lägg dem i topplockslagren.
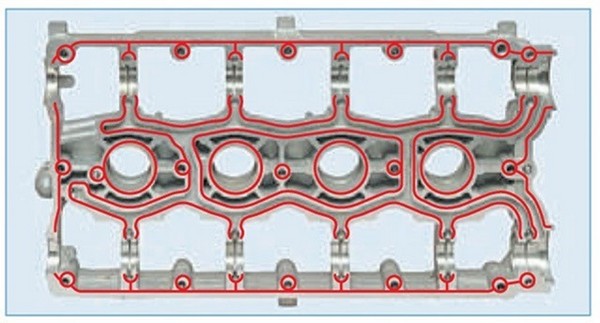
24. På cylinderhuvudets yta som passar ihop med kamaxelns lagerhus, applicera Loctite-574 tätningsmedel i form av ett flagellum med en diameter på 2 mm, som visas på bilden.
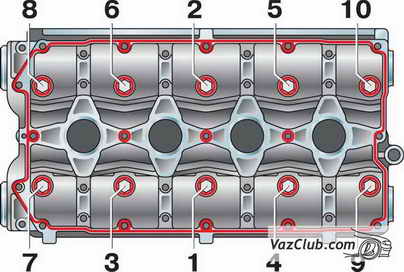
25. Montera lagerhuset och dra åt dess fästbultar jämnt i ett korsmönster, med början från mittstöden.
26. Pressa in nya kamaxeloljetätningar med en dorn (du kan använda ett huvud från en verktygssats eller en rörbit med lämplig diameter som en dorn), efter att ha smörjt dem med motorolja tidigare.
27. På andra sidan av cylinderhuvudet, tryck in pluggarna.
28. Sätt på o-ringarna på tändstiftsstyrrören och efter att ha smörjt dem tidigare med motorolja.
29. Montera styrrören i hålen på cylinderhuvudet och kamaxelns lagerhus.
30. Skruva in kylvätsketemperaturindikatorn i cylinderhuvudet.
31. Skruva i huset till lagren på kamaxlarnas sensor för varningslampan för nödfallet i oljetrycket.
32. Etablera på cylinderblockets huvud en arm för att fästa bränslerör.
Referensmanual för underhåll av bilar VAZ, LADA 110.
Tändningsjustering 2110. Motorkompression vaz 2112, startspärr på vaz 2111. Ventilkåpa vaz 2112, cylinderblockspackning vaz video. Kostnaden för en generator för en vaz. byte av säkringar vaz 2112, design av oljemottagare vaz 2112. olja rekommenderad av fabriken i lådan vaz 2112. byte av vattenpump (pump) vaz 2112.Byte av ventilskaftstätning VAZ 2110.
Bilar i VAZ-2112-familjen tillverkades med en av två 16-ventilsmotorer - 21124 och 21120. Arbetsvolymen för dessa motorer är annorlunda, och en del som kallas "cylinderhuvud" används - den betecknas med siffrorna 2112- 1003011. Ryktet säger att cylinderhuvudet från 21120-motorn inte passar den 24:e motorn, men ett omvänt byte är möjligt. Det finns dock bara en artikel i reservdelskatalogen och den är lämplig för två motorer samtidigt. Därefter överväger vi vilka åtgärder för att reparera VAZ-2112 cylinderhuvudet kan utföras av oss själva. Vi kommer bara att prata om 16-ventiler.
Ett exempel på demontering visas i vår video. Vi kollar.
Först och främst, för att komma till cylinderhuvudet, måste du ta bort cylinderlocket. För olika 16 ventiler är denna operation olika, och locknumren ser också olika ut: 2112-1003260 (-10) och 21124-1003260.
Lock från förbränningsmotorn VAZ-21124 (1,6 l)
Du kommer också att behöva ta bort kamremmen - det finns inga skillnader mellan olika motorer.
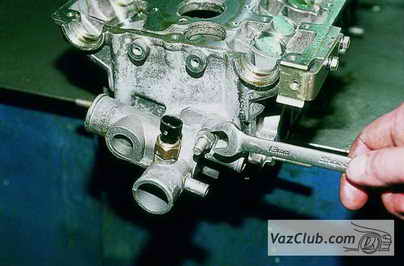
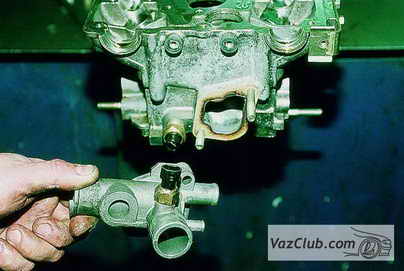
Tänk på hur avgasgrenröret kan lossas från cylinderhuvudet. På motor 21120:
Ta bort ljuddämparens avgasrör: skruva loss två muttrar 1 (nyckel "13"), ta bort klämstången, skruva loss sex muttrar 2 (nyckel "14") och demontera, glöm inte att stänga av syresensorn. Bilden visar tre muttrar av sex.
Allt viktigt finns under skärmen
Nu ska vi prata om motorn 21124:
Inaktivera båda syresensorerna. Vi skruvar loss de tre muttrarna som håller fast skyddsskärmen (”10”-nyckeln) och demonterar fästet genom att skruva loss de fyra muttrarna med “13”-nyckeln.
Hur man demonterar monteringsfästet
Drift med extra ljuddämpare
Här ansåg vi att VUT-slangen var lossad från insugningsmodulen. I finalen, på någon av motorerna, skruvas ljus av (rörnyckel "16").
Åtdragningsmomenten för fästskruvarna anges i en annan text. I allmänhet, på VAZ-2112 halvkombi, börjar cylinderhuvudreparationer genom att ersätta de "förlängda" skruvarna med nya. Längden måste vara 95 mm eller mindre.
Ordningen för att skruva loss (vänster) och dra åt fästskruvarna
Ta en bred stållinjal, kontrollera:
Mätningar tas längs var och en av diagonalerna. Använd en uppsättning avkännare.
För att ta bort någon ventil måste du ta bort kamaxeln. Alla skruvar på lagerhuset måste skruvas loss jämnt och dras åt med en kraft på 10 N * m. Den hydrauliska kompensatorn kan tas bort med en magnet och sedan torkas ventilen ut genom att trycka ihop fjädern med en avdragare (se bild).
Det kan finnas sot i ventilkanalerna. Det är städat:
Platt skruvmejsel;
Slipande filt.
Slipning utförs enligt följande: ett gummirör sätts på ventilen, en pasta med diamantkorn (en droppe) appliceras, sedan pressas ventilen in i kanalen och rullas. Det kommer att vara möjligt att byta ventilskaftstätningarna (2112-1007026). Här kan du inte klara dig utan en speciell avdragare.
På vilken bil som helst, inklusive VAZ-2112, handlar cylinderhuvudreparation om rengöring och kontroll, samt korrigering av geometriska defekter. I det senare fallet talar vi om fräsning. Närvaron av sprickor och spån är en anledning till utbyte, inte för reparation.
En bränd ventil kan ses direkt.
Brände en ventil i cylinder 2
Sot hittades i varje ventilkanal.
Ett lager av sot i cylinderhuvudets kanaler
Reparera: rengöring av alla kanaler, ventilbyte med slipning. Den direkta reparationen av VAZ 2112 cylinderhuvud kommer att kräva flera operationer som kräver viss specialutrustning. Naturligtvis finns det ingen sådan möjlighet hemma, och bilister byter helt enkelt ut slitna delar. Tänk sedan på processen att reparera blockhuvudet, såväl som några av nyanserna i samband med detta arbete.
Innan du fortsätter direkt till reparationsprocessen för cylinderhuvudet är det värt att notera att huvudet måste demonteras helt och alla nödvändiga reservdelar köpas. Överväg processen med en fullständig översyn av cylinderhuvudet.
Processen att tvätta bilreservdelar med varm fotogen
För att tvätta huvudet måste det vara helt demonterat, det vill säga alla delar som enkelt kan tas bort har demonterats. För en fullständig tvätt behöver du 12 liter varm fotogen. På bilservice görs detta med en spruta som levererar vätska under tryck. Så all smuts och rester av metallspån tvättas bort. Tvättning utförs tills cylinderhuvudet är helt rent.
Cylinderhuvudformningsprocess
Crimpning är en process där en dels integritet kontrolleras. Crimpning kan utföras på två sätt, som i princip är lika. Den första är att stänga alla sprickor och fylla delen med vatten. Om vatten läcker eller läcker någonstans, då är integriteten bruten och reparationer behövs. Det andra sättet - alla slitsar är stängda och huvudet är nedsänkt i en vattenlösning. Det kommer omedelbart att ses var tryckminskningen av delen sker. Om huvudets integritet är bruten, är det nödvändigt att återställa det.
Innan du fortsätter med resten av översynen måste ventilsätena tas bort. I bästa fall kommer de lätt att slå ut ur sätet, och om inte, måste du använda rysk uppfinningsrikedom.
Ventilen svetsas fast i sätet och slås ut ur sätet
Så, vad ska man göra om ventilsätena inte slår ut? Lösningen är enkel. Det är nödvändigt att svetsa ett rör till dem så att arbetsänden passerar genom kanalen på styrhylsan och slå ut tills sätet lossnar från sätesfästet. Naturligtvis kan det bildas sprickor på sadelfästets ring eller så kan en bit gå av. Efter att ha slutfört proceduren är det nödvändigt att inspektera platsen och vid behov svetsa med argonsvetsning.
Ofta är reparationen av cylinderhuvudet inte komplett utan att kontrollera planet. Detta kan göras genom att kontakta en bilservice som har en provställning, eller be en granne i garaget om en speciell linjal för att mäta cylinderhuvudets plan.
Mätning av cylinderhuvudplanet för deformation med hjälp av en metalllinjal och en avkännarmätare
Viktig! Det rekommenderas att ge sådana blockhuvuden till en biltjänst med rätt utrustning, eftersom de bara där kan mäta planet och slipa det till önskad storlek.
Så om det finns en deformation på blockets huvud eller om planet har en avböjning, är det nödvändigt att slipa det. Denna operation görs på en speciell ytslipmaskin. Vanligtvis rekommenderar bilreparatörer att inte ta bort mer än 10 mm tjocklek. Tänk på de möjliga alternativen för att slipa cylinderhuvudet efter dimension:
Reparation 1 - 1-2,5 mm;
Reparation 2 - 2,5-5 mm;
Reparation 3 - 5-7,5 mm;
Reparation 4 - 10 mm - det högsta tillåtna värdet för slipning av GBU VAZ 2112.
Ytslipningsprocess
Notera! Om du tar bort plantjockleken på mer än 10 mm kan detta leda till felaktig drift av tidsmekanismen, effektförlust och en ökning av bränsleförbrukningen.
Argonsvetsning är svetsarbeten som utförs på aluminium. För detta används en speciell gas - argon. Så för att eliminera sprickor och svetsdefekter i ventilsäten, är det nödvändigt att svetsa dem och sedan utföra fräsarbete på specialutrustning.
Processen att reparera sprickor i cylinderhuvudet med hjälp av argonsvetsning
Efter att svets- och fräsarbetet har utförts är det nödvändigt att göra ytan klar. För att göra detta placeras cylinderhuvudet på ett speciellt stativ, där ytan poleras med en speciell pasta producerad av ABRO eller dess analoger. Detta är nödvändigt för att ytan inte ska ha grovhet. När denna procedur är klar är det nödvändigt att tvätta delen igen från metallspån och rester av arbetsmaterialet.
Monteringen av cylinderhuvudet görs bäst på ett speciellt stativ
När blockhuvudet är bearbetat och tvättat kan du fortsätta direkt till monteringen. Men innan det måste du utföra förberedande arbete. Tänk på alla monteringsstegen i följd:
Cylinderhuvudhuset är installerat i en speciell ugn för uppvärmning.
Under tiden mäts ventilsätet till sätet, styrbussningarna fälls ut.
När topplocket har värmts upp tas det ut ur ugnen. Om det är varmt, installera ventilsäten.
På ett speciellt stativ bearbetas ventilens fasning
Steg för rostning av ventilsätet
Ventilslipningsprocess
Således genomförs en större översyn av cylinderhuvudet på 16-ventilsmotorn VAZ 2112. Denna process kommer att ta 1-2 dagar vid en bilservice, men en bilentusiast kan tillbringa mycket mer tid i sitt garage, eftersom brist på verktyg kommer att påverka. Så det rekommenderas att reparera cylinderhuvudet vid biltjänster, där allt kommer att göras mycket snabbare och bättre. Naturligtvis kommer detta att drabba din ficka, eftersom en hög kvalitet och översyn av denna del kommer att kosta i genomsnitt cirka 7 000-10 000 rubel. tillsammans med reservdelar.