HemhantverkGör-det-själv reparation av cylinderhuvud för dieselmotorer
Gör-det-själv reparation av cylinderhuvud för dieselmotorer
I detalj: gör-det-själv dieselmotor cylinderhuvud reparation från en riktig mästare för my.housecope.com.
Reparation av huvudet börjar med en grundlig tvätt med fotogen eller lösningsmedel. Vi tar bort kolavlagringar från förbränningskammaren och från ventilplattorna med en metallborste klämd i chucken på en elektrisk borr. När du demonterar ventilmekanismen behöver du till exempel en ventilknäckare, som visas på bilden nedan, men den mest effektiva är lätt att göra med dina egna händer, enligt ritningarna som publiceras här i den här artikeln.
Inspektera cylinderhuvudet noggrant före och efter demontering. Sprickor, nagg på några ställen i huvudet är inte tillåtna. Om det misstänks att kylvätska har kommit in i oljan, kontrollerar vi huvudet för läckor, för detta är det nödvändigt att plugga hålen i kylmanteln och sänka huvudet i varmt vatten, injicera tryckluft i det med ett tryck på 1,5 - 2,0 kg. Inom 1,5 minuter bör inga luftbubblor observeras. Mer detaljerat om en sådan kontroll, samt om att reparera ett sprucket huvud, skrev jag här.
Sadlar ventiler. Formen på ventilsätenas avfasningar visas på bilden. På sätenas arbetsfasningar i kontaktområdet med ventilerna bör det inte förekomma korrosion, gropbildning, utbränning och skador. Vi eliminerar små skador genom att ta bort (så lite metall som möjligt) med en speciell uppsättning fräsar med guider (till exempel en högkvalitativ uppsättning från det amerikanska företaget NYUWEY). Jag skrev om detta i detalj i den här artikeln.
Efter det, tvätta huvudet, sätena och oljekanalerna noggrant och blås sedan ut dem med tryckluft.
Ventilstyrningar. Vi kontrollerar gapet mellan styrbussningarna respektive ventilspindeln genom att mäta ventilskaftet med en mikrometer och hålet i styrbussningen med en hålmätare. Spelrum för nya bussningar: 0,022 - 0,055 mm för insugningsventiler och 0,029 - 0,062 mm för avgasventiler. När den bärs är det maximalt tillåtna spelrummet 0,3 (i frånvaro av ökat ljud). Om det ökade spelet mellan styrningen och ventilen inte kan elimineras genom att ersätta den med en tjockare ventil, byter vi styrbussningen (vi trycker ut den) - läs om det här.
Video (klicka för att spela).
Det är möjligt att öka diametern på ventilspindeln genom förkromning, förutsatt att det inte finns något steg (ojämn diameterslitage) på spindeln. Om nya bussningar pressas in (det är bättre att beställa bronsbussningar för en vändare), måste de efter att de har pressats in, placeras ut med en speciell brotsch med lång styrning. Sedan slipar vi ventilerna till sadlarna med lapppasta (gärna vattenbaserad) – läs här hur du gör rätt.
Vi kontrollerar också ventilerna med en mätindikator för frånvaro av stavkrökning, rullar ventilen i två små prismor och tittar på avvikelserna från indikatorpilen. Avvikelse även på några hundradels mm. oacceptabel. Oljetätningar byts givetvis ut mot nya.
Ventilfjädrar inspektera för sprickor, kontrollera elasticiteten.
Påskjutare ventiler: vi kontrollerar deras arbetsyta (gnidning), den bör inte ha repor och repor.
Kamaxel , kammarnas arbetsytor, ytorna under packboxen, samt excentern (inte alla) är blekta eller cementerade för att öka slitstyrkan, dessa ytor ska vara polerade och inte ha repor, repor och slitage i form av skav, steg.
Om det finns djupa risker och de ovan angivna defekterna måste axeln bytas ut. Vi installerar kamaxeln på två prismor och kontrollerar den radiella utloppet med hjälp av indikatorstativet.Utgången av lagrens axeltappar och kammarnas baksida bör inte överstiga 0,02 mm. Tja, jag råder dig att läsa hur du ökar resursen för en vanlig kamaxel här.
Lagerhus Kamaxlarna ska vara fria från sprickor och skador, och lagerytorna under kamaxeltapparna ska vara fria från hack och repor. Gapet mellan kamaxeltapparna och lagerhålen bestäms genom att mäta dessa delar och subtrahera från ju större desto mindre (mikrometer och innermått).
Dessutom kan gapet bestämmas med hjälp av en plastkalibrerad tråd (beskrivs i exemplet med en vevaxel) Uppskattat gap för nya delar: 0,069 - 0,11 mm, och maximalt tillåtet slitage: inte mer än 0,2 mm. Efter att ha bytt ut delar som inte passar in i de maximalt tillåtna luckorna återstår det att montera allt. Efter fräsning av sätena och slipning av ventilerna på ventilen vid kontaktpunkten med sätet, ska det finnas en tunn (1 - 1,2 mm) matt remsa, utan avbrott i en cirkel.
Efter montering av ventilmekanismen (torkning) kontrollerar vi ventilerna för läckor, för detta fyller vi förbränningskamrarna med fotogen, i minst två minuter, och helst fem, det ska inte finnas något läckage av fotogen mellan sadlarna och ventilerna. Installera sedan huvudet på blocket, naturligtvis, installera en ny packning mellan dem.
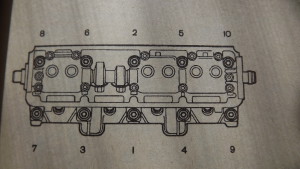
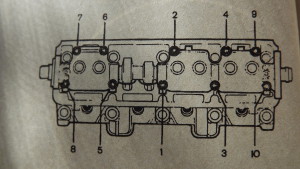
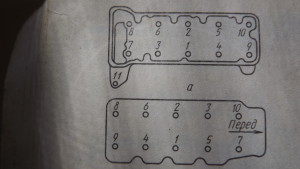
Ordningen för att dra åt huvudbultarna och lagerhusmuttrarna visas på bilden nedan. Vid åtdragning använder vi en momentnyckel, och vi hittar det erforderliga åtdragningsmomentet för bultarna i manualen till vår motor. Det återstår att sätta på och dra åt drivremskivan och justera de termiska mellanrummen.
ventilsprickningsverktyg
Justering av termiska gap.
Termiska ventilspel på varje motormodell har olika värde, mer på dieslar, mindre på bensinmotorer, och varje tillverkare skriver sitt eget värde i manualen eller på ventilkåpans klistermärke (för avgaser är det alltid mer, eftersom det finns mer uppvärmning).
Jag kommer att beskriva justeringen av luckorna och, om det finns några siffror, är detta bara ett ungefärligt värde. I allmänhet finns det två huvudsakliga sätt att justera: genom att byta mellanläggen (på nyare motorer) och på äldre (klassiska) motorer, med hjälp av justerbultar med låsmuttrar.
Shim sätt: till att börja med ställer vi in kamaxeln enligt märkena (vanligtvis på remskivan och huvudkontakten med blocket), men vi vrider vevaxelbulten bara medurs och vrider den sedan ytterligare 40 -50 °. Detta är 2 - 3 tänder på kamaxelns remskiva, medan det blir en förbränningsfas i den första cylindern.
Vi mäter ventilspelen för den första cylindern med en avkännarmätare, och om avstånden är större än normalt, kom ihåg hur mycket mer, tryck sedan på tryckaren och ta bort justeringsbrickan. Vi mäter dess tjocklek med en mikrometer. Vi bestämmer tjockleken på den nya brickan enligt formeln: T \u003d B + (A - B), där T är tjockleken på den nya brickan, A är det uppmätta gapet, B är tjockleken på den borttagna brickan, B är det nominella gapet mm.
Till exempel: A \u003d 0,28 mm; B = 3,80 mm; B \u003d 0,25 mm, då får vi T \u003d 3,80 + (0,28 - 0,25) \u003d 3,83 mm - tjockleken på den nya brickan. Efter att ha dragit pushern (med en speciell dorn) installerar vi en tjockare ny bricka, sedan kontrollerar vi att sonden ska komma in mellan pushern och kammen med en liten nypa. Det återstår att sekventiellt vrida vevaxeln ett halvt varv (och märket på kamaxelns remskiva roterar 90 °) och justera spelrummet på ventilerna på de återstående cylindrarna.
Metod medjusterbultar ännu lättare. Först ställer vi också in kamaxeln till märkena, vilket motsvarar slutet av kompressionsslaget för kolven på den första cylindern, kontrollera mellanrummen i båda ventilerna med en sond, och om sonden passerar fritt eller inte passerar alls , vi gör en justering.
För att göra detta sätter vi en skiftnyckel på justerbulten och en skiftnyckel på låsmuttern och lossar denna låsmutter.Sedan sätter vi in en sond mellan justerbulten och ventilskaftet och vrider på bulten, och ser till att sonden glider med en liten ansträngning, när vi har uppnått det tar vi ut sonden och drar åt låsmuttern, se till att justerbulten förblir på plats (rullar inte).
På liknande sätt justerar vi mellanrummen i 3, sedan 4 och 2 cylindrar, vrider vevaxeln 180 ° efter varje cylinder (kamaxeln kommer att vridas 90 ° respektive). Det är allt, stäng ventilkåpan.
Ofta, på motorer som har körts med felaktiga termiska spel, brinner ventilplattorna, vid kontaktpunkten med sätena, och förlorar sin täthet. Från detta sjunker kompressionen i cylindrarna naturligt, och följaktligen sjunker motoreffekten.
Du kan återställa motorn till sin tidigare styrka genom att klappa ventilerna. Hur och med hjälp av vad man gör det korrekt kan du läsa i denna användbara artikel. Tja, jag skrev en separat detaljerad artikel om enheten, underhåll och reparation av motorhuvudet här.
Jag hoppas att den här artikeln om reparation av cylinderhuvudet kommer att vara användbar för nybörjare, lycka till alla.
Låt oss börja med att definiera begreppen. Cylinderblocket i en modern bil är grunden för motorn, på vilken de återstående komponenterna i motorn är monterade: cylindrar, vevaxel, oljetråg, cylinderhuvud.
Det är precis det felet och reparationen av cylinderhuvudet som vi är intresserade av. Är det möjligt att reparera cylinderhuvudet med egna händer i en garage-hemmiljö? Och hantverkare svarar otvetydigt - ja, gör-det-själv cylinderhuvudreparation är möjlig.
Låt oss börja med att klargöra att reparationen av cylinderhuvudet är en komplex operation och kommer att kräva av dig: lite förståelse för blockstrukturen, närvaron av ett speciellt låssmedsverktyg och förmågan att använda det.
Elementära verktyg som behövs för reparation av cylinderhuvud
Dorn för pressning av oljetätningar.
Mikrometer för mätning av ventiler och styrbussningar.
Broschare för brotschning av nya bussningar.
Dorn för pressning av bussningar.
Dorn för pressning av bussningar.
Anordningar för att spricka ventilfjädrar.
En uppsättning försänkningar för restaurering av ventilsäten.
Värmeplatta för uppvärmning av cylinderhuvudet vid felsökning och före pressning av bussningarna.
Glöm inte nödvändiga reservdelar och etiketter
Som regel kräver nästan all reparation av cylinderhuvudet dess demontering. Undantag är till exempel byte av ventilskaftstätningar. Tänk därför på att köpa den nödvändiga uppsättningen reservdelar innan du börjar demontera cylinderhuvudet.
Dagens marknad tillhandahåller Head Sets (eller, i enkla ord, toppsatser), som inkluderar cylindertoppspackningen och alla tätningar och packningar som är ovanför huvudpackningen.
Nåväl, verktyget och minimisatsen är klara, vi börjar felsöka cylinderhuvudet.
Innan demontering måste vi kontrollera den relativa positionen för vevaxeln och kamaxeln enligt märkena. Fram till den grad att vi själva sätter ytterligare märken.
För specifika bilmodeller beskrivs cylinderhuvudets demonteringsteknik i manualerna. Men funktionerna i vissa operationer är värda att komma ihåg.
Vi lossar huvudets monteringsbultar från mitten med 0,5-1 varv växelvis. Bultar med invändiga slitsar måste förrensas från kolavlagringar, annars hotar en löst insatt nyckel med haveri och problem vid demontering;
när du demonterar cylinderhuvudet, om det inte finns något diagram för att ansluta alla typer av vakuumrör, måste du skissa detta diagram själv, efter att tidigare ha applicerat de lämpliga märkena.
när du tar bort ventilfjädrarna, använd avdragare för att torka ut dem, men inte principen om "stark hammare".
Övervakning av cylinderhuvudets tillstånd
Det är faktiskt inte så många grundläggande parametrar i cylinderhuvudet som behöver kontrolleras innan du börjar reparera cylinderhuvudet. Så låt oss börja leta efter typiska cylinderhuvudsfel.
Cylinderhuvudets bottenplan. Det kontrolleras med hjälp av en böjd linjal och en uppsättning sonder. Linjalen placeras längs huvudets diagonaler på planet och tjockleken på gapet bestäms med hjälp av en avkännarmätare. Om gapet är mer än det maximalt tillåtna gapet på 0,05-0,06 mm, krävs slipning av cylinderhuvudet.
Slitage på kamaxeltappar och lager. Alla diametrar mäts med en mikrometer och jämförs med de högsta tillåtna värdena för en viss motormodell. Baserat på mätresultaten fattas beslut om typ av reparation eller utbyte av delar. Glöm inte att visuellt utvärdera ytornas yttre tillstånd. De bör inte ha uppenbara tecken på mekanisk skada: repor, nagg, repor, spår, etc.
Kontroll av slitage på ventilskaft och bussningar. Tillverkad med en mikrometer vid flera kontrollpunkter på staven runt omkretsen. Ventilen byts ut om diameterskillnaden överstiger de maximalt tillåtna parametrarna som anges av tillverkaren.
Om du inte har en sådan anordning som en hålmätare för att bestämma slitaget på styrbussningarna, så kan det bestämmas av ventilens (ny) glapp i bussningen. Som regel ersätts bussningar med nya.
Slitage på sådana delar, som: sadlar, spakar, vipparmar, kammar bestäms visuellt. Om fasningen på ventilen är "misslyckad", men skaftet är i sin ordning, bearbetas det och ventilen kan återanvändas.
Andra cylinderhuvuddefekter kan också bestämmas visuellt. Närvaron av grader och seriffer på ytan av blockhuvudet elimineras genom slipning av cylinderhuvudet för att eliminera den läckande anslutningen mellan cylinderhuvudet och själva blocket.
Således utför vi reparationen av cylinderhuvudet samtidigt som felsökning, som man säger, när det kommer problem.