I detalj: gör-det-själv-lastbilsreparation från en riktig mästare för sajten my.housecope.com.
Ett haveri av vilken bil som helst är en mycket obehaglig händelse som i de flesta fall medför avsevärda kostnader. Vad kan vi säga om haveri av lastbilar, fordon som är utformade för att transportera varor dagligen runt staden, landet och bortom, och problem som kan avsevärt bromsa eller till och med helt stoppa produktions- och handelsprocesser, eftersom lastbilar transporterar utrustning, maskiner, möbler, byggmaterial, livsmedel, industrivaror. Naturligtvis, för att förhindra oväntat haveri och fel på utrustning, är det nödvändigt att övervaka den och regelbundet skicka den för kvalificerad diagnostik med hjälp av specialiserad utrustning. Beroende på typ och tillverkare bör regelbunden inspektion och reparation av lastbilar utföras var 20-120 tusen kilometer.
Tidig inspektion av bilen och diagnostik förlänger livslängden för inte bara bilen som helhet, utan också varje enskild del eller montering. Kontroller som utförs i tid kan förhindra det oundvikliga utbytet av komponenter, delar eller mekanismer i en lastbil i andra fall.
Vanligtvis är orsakerna till att det är nödvändigt att utföra reparationsarbete olika skador på maskinen på grund av en olycka, fel på växellådan, slitage på delar, instabil drift av chassit och så vidare.
På grund av lastbilarnas natur är det ingen lätt uppgift att reparera sådana fordon. Dimensioner kräver tillräckligt med utrymme och kraftfull utrustning, och funktioner och specifika tekniska krav för modeller från olika tillverkare kräver en viss mängd kunskap och kvalifikationer. När allt kommer omkring överstiger kostnaden för specialutrustning och lastbilar vanligtvis kostnaden för personbilar, och deras design och konstruktion är mycket mer komplicerad. Dessutom leder alla typer av modulära konstruktioner och ofta sällsynta lastbilsdelar till ett långt sökande efter reservdelar, för om tjänsten du bestämmer dig för att kontakta inte är specialiserad på att reparera lastbilar, är det osannolikt att den snabbt kommer att kunna hitta originalreservdelar delar till ett rimligt pris. Med hänsyn till särdragen med att montera "arbetshästar" från olika tillverkare, mycket ofta för reparation av en motor, chassi, växellåda och andra mekanismer, är det nödvändigt att ha speciell modern teknisk utrustning.
Video (klicka för att spela).
Beroende på arbetsvolymen kan lastbilsreparationer vara av tre typer: planerad inspektion, mindre reparationer och översyn. I det här fallet inkluderar inspektionen diagnos och verifiering av mekanismernas funktion. Mindre reparationer inkluderar sådant arbete som karossreparation (målning och borttagning av karossdeformationer), byte av vissa delar eller sammansättningar. Men under översynen demonteras lastbilen helt, de elektriska ledningarna ändras, växellådan, motorn, chassit och andra viktiga delar av maskinen ses över.
På grund av det faktum att lastbilar regelbundet övervinner hundratals kilometer av inte de smidigaste vägarna, medan de arbetar under ganska hårda klimatförhållanden, är lastbilsreparationstjänster i vårt land ganska efterfrågade. Och efterfrågan skapar utbud – och nu erbjuder dussintals företag att reparera din bil. Men kom ihåg, när du väljer en tjänst är det mycket viktigt att inte räkna fel och komma till specialister som garanterar väl åtdragna muttrar, korrekt installerade mekanismer, välkoordinerad och korrekt drift av komponenter och mekanismer, och, naturligtvis, det övergripande kvalitetsresultatet .
Du kan läsa om karossvetsning här.
Ramen i bilen kallas kraftramen, som fungerar som grund för att fästa alla
karossdelar, motor, växellåda, drev m.m. Det är vanligtvis nödvändigt att tillgripa sådan teknik som ramsvetsning med mindre deformationer av denna del. Till exempel, om sprickor, chips, veck har bildats, skulle det i det här fallet vara tillrådligt att svetsa ramen. Svetstekniken bör dock följas strikt, eftersom inte bara kvaliteten på ramen, utan också säkerheten för att använda en bil i framtiden kommer att bero på detta.
Mycket ofta kan lastbilar, som KAMAZ, som transporterar stora laster, misslyckas precis på motorvägen. För att förhindra uppkomsten av en sådan obehaglig situation bör du ständigt övervaka ramens tillstånd och göra snabba reparationer av denna del.
För att anslutningen ska vara stark och pålitlig under svetsningen av lastbilsramen måste ett antal regler och krav följas.
Det första som är värt att notera är behovet av att säkerställa att metallen inte överhettas i området där sömmen bildas. Det är nödvändigt att tillaga sömmen i små segment, vars längd inte överstiger 5 mm.
Se till att vänta ett tag tills svetsplatsen svalnar.
Därefter måste du bearbeta kanterna. Detta görs med hjälp av en plasmaskärare eller kvarn, eftersom. det är det mest lämpliga alternativet för metallskärning.
När du svetsar ramen, se till att övergångarna från extra metall till huvudet är så smidiga som möjligt. Se till att det inte bildas underskärningar, eftersom. det är denna defekt som kommer att leda till sprickbildning i ramen. Dessutom måste roten kokas längs hela sin längd, annars blir hela processen meningslös.
Med tanke på det faktum att det är ganska svårt att arbeta med många lastbilar som inte är särskilt stora i storlek och att ramen mycket ofta är benägen att gå sönder, oavsett kvaliteten på sömmen, finns det bara en väg ut - du måste stärka brottpunkt. För detta är en kanal och en skruvförband lämpliga.
Innan du fortsätter direkt till svetsprocessen bör delen vara väl förberedd. Det är viktigt att korrekt bestämma skadan, för detta är det nödvändigt att ta bort alla kroppselement och inspektera det drabbade området. Platsen där sprickan slutar måste borras. Detta kommer att hjälpa till att förhindra att skador utvecklas.
Råd! Använd borr med en diameter på 5 mm.
Sådant svetsarbete utförs halvautomatiskt.
Lär dig mer om svetsprocessen. Som redan noterats utförs svetsprocessen i flera omgångar.
Vid det första passet av brännaren kokas roten. Svetsning utförs av elektroder, som är tråd med en tjocklek på 1,2 mm med index Sv08. Svetsarbeten utförs under påverkan av en ström på 100 A. Vid den andra och tredje passagen ska strömindikatorn vara 110 A med samma svetstråd, medan pärlorna ska vara så tunna som möjligt och överlappa varandra. På det fjärde passet ökar strömmen till 120 A.
Det är viktigt att svetsningen utförs utan att bågen avbryts. Endast på detta sätt kan du få den mest jämna och högkvalitativa sömmen.
Alla sömmar efter svetsning måste behandlas korrekt. Metallen måste skyddas från miljöns negativa effekter. Fogytan ska tvättas, sedan sandblästras, avfettas, grundmålas och målas.
Sammanfattningsvis är det värt att notera att lastbilsramsvetsning är en process som kräver koncentration och omsorg. För att sömmen ska vara så stark och av hög kvalitet som möjligt måste svetsaren ha viss erfarenhet. Eftersom ramen är en viktig del som körsäkerheten beror på. Kom ihåg att vara säker vid svetsning, se till att bära speciella skyddskläder.Om du följer alla regler och krav kommer du i slutändan att få anslutningen av högsta kvalitet.
VIDEO Förebyggande i rätt tid är ett säkert sätt att förhindra haverier, därför utförs underhålls- och reparationsarbeten för en lastbil av KamAZ-typ strikt enligt ett schema som upprättats på grundval av fabriksrekommendationer. Den första driftperioden för den nya KAMAZ, som ställts in av tillverkaren, är tusen kilometer. Under detta skede är det viktigt att observera hastighetsgränsen (högst femtio kilometer / timme) och undvika överdriven belastning på lastbilen (högst 75% av normen).
Varje konfiguration av den nya KAMAZ åtföljs av den nödvändiga dokumentationen, som inkluderar en manual för dess reparation.
Schemalagda bilreparationer utförs för att förhindra betydande skador på den. En av de viktigaste förebyggande åtgärderna är regelbundet byte av alla bilvätskor (kylvätska, smörjmedel och bromsar) i system valda i enlighet med tillverkarens standarder och krav. Förekomsten av läckor i kylsystemet, kränkning av ventilernas och tankpackningarnas integritet är haverier som föraren måste åtgärda omedelbart.
Förseningar i reparationen kan orsaka kavitationsskador i blockets och pumpens struktur, vilket kommer att påverka hela fordonets drift negativt.
I händelse av en varningssignal om en minskning av trycket i smörjsystemet kommer en brådskande reparation av KAMAZ-motorn att krävas av förarens egna ansträngningar. Ytterligare rörelse av lastbilen med ett sådant haveri är oönskat.
Driften av fordonet med en kränkning av tätheten i insugningskanalen för förbränningsmotorsystemet kan leda till för tidigt slitage av fordonets motor.
För att förhindra sprickor i cylinderhuvudets monteringar krävs tillräcklig tätning av bulthålen för att förhindra inre inträngning av vätskor och föroreningar. De beskrivna manipulationerna rekommenderas också vid byte av cylinderhuvuden på förbränningsmotorn.
Vissa reparationer kräver svetsning. En viktig punkt i deras genomförande är att koppla bort batteriet. Samtidigt tas den positiva kontakten bort från generatorn. Svetsmaskinens jordledning måste anslutas på kort avstånd från svetsen.
VIDEO
Regelbundet underhåll av bilen och dess förebyggande inspektion gör att du kan glömma problemet med haverier som uppstår längs vägen och behovet av att eliminera dem. Det rekommenderas att inspektera huvuddelarna av KAMAZ före varje resa, samt att kontrollera nivån på alla arbetsvätskor i dess system.
Föraren utför självständigt följande åtgärder:
kontrollerar integriteten hos hjulen och däcktrycket;
kontrollerar funktionen hos drivningen av styrsystemet;
testar bromssystemets reaktion.
Schemalagda tekniska inspektioner av KAMAZ i en bilservice rekommenderas att utföras minst två gånger per kalenderår. Säsongsvariationen av sådana händelser beror på förberedelserna av lastbilen för användning under sommar- och vinterperioderna.
Under korrekta driftsförhållanden för fordonet krävs reparationer mycket mindre ofta. Det finns specifika rekommendationer för föraren angående situationer som oväntat uppstår på vägen:
om en kylvätskeläcka upptäcks i systemet är det tillåtet att fylla på med vatten. Denna åtgärd är från kategorin tvingade, vilket gör att föraren kan komma till platsen för full reparation;
vid bogsering av en lastbil med tomgångsmotor är borttagningen av drivaxeln ett obligatoriskt förfarande. Att ignorera detta krav kommer att leda till nötning av lagren på växlarna på den sekundära axeln i växellådan, vilket därefter kommer att kräva tidig reparation av växellådan;
när du kör en längre tid på en väg fylld med flytande lera, rekommenderas det då och då att tvätta kylarens yta under starkt vattentryck.För att göra detta måste du höja KAMAZ-hytten och försiktigt, utan att få vatten på generatorn, utföra manipulationen. Regelbunden spolning kommer att undvika radiatorreparationer inom överskådlig framtid.
42 affischer som säkert kommer väl till pass när du reparerar KAMAZ med dina egna händer
Bilar KAMAZ 5320 och Ural-4320. Handledning.
För kadetter från tekniska skolor och yrkestekniska skolor, förare och anställda i transportorganisationer.
Gör-det-själv underhåll och reparation av KAMAZ
Reparations- och underhållsmanual
Gör-det-själv KAMAZ bilreparation
11.00R20 Bel-124 ns 16
Ramreparation är en ganska vanlig uppgift. Skador är olika, beroende på naturen, dessa är sprickor (en ganska vanlig förekomst) och veck och deformation.
Ofta, vid allvarliga olyckor, är det mycket svårt att återställa den uppförande ramen och det är opraktiskt. Men i de flesta fall uttrycks skadan i sprickor eller att ramen spricker. Sådana skador kan säkert repareras. Men det är viktigt att följa reparationstekniken, eftersom ramkonstruktionen fungerar under svåra förhållanden, mycket starka vridningsbelastningar.
du måste laga mat halvautomatiskt,
undvika överhettning,
var noga med att klippa sömmarna,
koka roten av sömmen.
Innan du påbörjar reparationer måste du noggrant inspektera ramen för sprickor. Ett videoendoskop är lämpligt för intern undersökning. Om det inte finns någon specialiserad kan du köpa ett USB-endoskop som fungerar med en bärbar dator eller smartphone.
För reparation är det nödvändigt att ge tillgång till platsen för skadan, om nödvändigt, demontera delar som stör arbetet. Den bästa metoden är att frigöra ramen från alla fästen och element för att minska belastningen. Om sprickorna har spridit sig måste de först reduceras med hjälp av domkrafter och se till att mäta bilens diagonala kontrollpunkter. Avståndsskillnaden bör inte överstiga 5 mm. Om det finns avvikelser måste ramen dras på glidbanan.
Ramen rätas ut, inklusive på platser med sprickor, i kallt tillstånd med en slägga och hammare, med hjälp av dorn och stöd.
På lastbilar och påhängsvagnar justeras ramen med pneumatisk eller hydraulisk utrustning.
VIDEO
Sprickor elimineras genom svetsning och nitning av förstärkningsfoder.
Huvudfunktionen vid förberedelser för svetsning:
bestämning av den synliga änden av sprickan (med hjälp av ett förstoringsglas);
borra sprickans ände (före borrning, stansa mitten under hålet på ett avstånd av 5-10 mm från den synliga gränsen av sprickan längs linjen i dess riktning; borra med en borr med en diameter på 5-6 mm );
skäreggar i 90 graders vinkel till ett djup av 2/3 av tjockleken på delens metall, med en plasmaskärare, om inte kan du använda en kvarn, men det tar längre tid.
rengöring av kanterna på en 20 mm bred spricka (stålborste eller elektrisk slipmaskin).
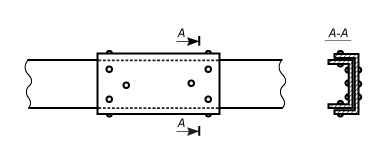
Sprickor på sidobalkarna elimineras:
svetsning och installation av ett externt eller inre förstärkande lådformat foder med nitar;
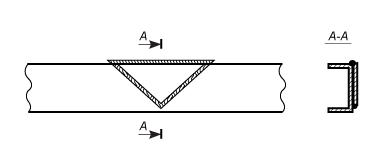
svetsning av en spricka och svetsning av ett förstärkande triangulärt foder;
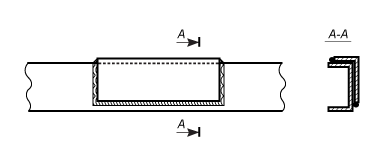
svetsning av en spricka och svetsning av ett förstärkande foder av vinkelstål;
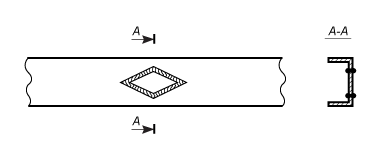
längsgående sprickor eller ett gäng sprickor på en vertikal vägg elimineras genom att skära ut det skadade området och svetsa en insats i form av en romb;
Innan fodret monteras måste sömmen rengöras i jämnhöjd med basmetallen.
Om det inte är möjligt att koka roten, är det bättre att inte utföra ramsvetsning.
Första passet rotsvetsning: nuvarande 100 A tråd Sv08 1,2 mm gasblandning Ar + CO2 20 % korta rullar från vänster till höger över sprickan med avbrott av bågen och utan överhettning av metallen, men med bildandet av en omvänd rulle.
Andra och tredje passström 110 A på samma sätt, men rullarna ska vara tunna och överlappa varandra.
Fjärde passström 120 A sträng över hela spårets bredd med en lätt närmande till basmetallen, pärlorna är täta och beroende på värmeförlusten är det möjligt att göra en kontinuerlig söm, men utan att överhetta metallen (3-5 pärlor och båge) avbrott).
Den femte rullen täcker i varje riktning minsta tillagas på samma sätt men utan att avbryta bågen. Sömmen är bred, konvex och ganska jämn.
Den vertikala tillagas endast uppifrån och ned. Om kunden ber att dölja spår av svetsning, kokas inte den femte rullen.
Varje fall av ramsvetsning är mycket individuellt.
Stora sömmar bör inte svetsas åt gången, eftersom metallen i den värmepåverkade zonen kommer att härda och bli spröd under deformation.
På bilden är ramen redan gjord, sömmen är äcklig. Jag var tvungen att göra om.
Sömmarna skars i 90 grader, där VIN var tvungen att borras, detta för att lindra stress, så en del av sprickan kan inte svetsas, och om du inte gör hål, kommer sprickan att försvinna från metallens spänning igen genom svetsning.
Sömmarna svetsades enligt tekniken ovan.
I reparationen som tillhandahålls ovan krävdes inte överlägget. En extra svets är inte bra för strukturen. Överlägg används om det är nödvändigt att stärka ramen, där det finns trött metall och det finns många vertikala sprickor. Överlägg i form av en romb eller ellips är bäst svetsade, och inte svetsade med en överlappning.
För överlägg och lappar måste du ta samma stål som ramen är gjord av.
Markisen på en lastbil är en ram täckt med ett speciellt vattentätt PVC-tyg (överdrag). De främsta fördelarna med denna design är låg vikt, enkelhet och relativt låg kostnad.
Men under drift är markisduken mycket känslig för olika belastningar och miljöpåverkan, vilket kan leda till följande konsekvenser:
brott och skärsår;
ramdeformationer;
slitage av tältbeslag;
naturlig åldring av markistyg.
Professionell reparation av markiser utförs med varmluftssvetsning, och ett högkvalitativt resultat är endast möjligt med användning av lämplig utrustning och material. Denna lista inkluderar:
sömnadsrullar;
fixturer för montering av beslag (stansar, krympningar för montering av öglor);
markistyg;
tillbehör (öglor, expanderare, häftklamrar, bälten, nitar, foder, spännare, rullar, krokar, ringar, spetsar, kablar, etc.).
Markismaterialet är en plåt av polyvinylklorid (PVC, PVC) förstärkt med en lavsan (polyester) bas. Beroende på tjockleken skiljer sig markisväven i densitet (massa per 1 kvadratmeter). De vanligaste tygerna har en densitet på 600 till 1200 g/m2. Det finns också tyngre - de används för sidorna av glidande (gardin) strukturer.
Svetsutrustning inkluderar automatiska och manuella maskiner. Maskinerna används för att tillverka långa svetsar och är främst konstruerade för nya material. För att reparera skador används manuella verktyg, eftersom de gör att reparationer kan utföras på en vertikal eller horisontell yta utan att demontera markisen.
Ett linjärt snitt (brott) repareras genom att en lapp svetsas på utsidan eller insidan av förtältet. Plåstrets bredd, beroende på skadans längd och art, måste vara minst 40 mm. Presenningar med en densitet över 700 g/m2 kräver dubbelsidig reparation.
Algoritmen för att reparera ett snitt eller brott på en bilmarkis, oavsett vilken typ av skada det är, är följande:
en stödyta placeras under det skadade området för att undvika deformering av tyget vid upphettning. Den mest lämpliga för detta är textolit, plywood eller fiberboard (minst 5 mm tjock). Använd inte metall- och plastskivor;
reparationsplatsen rengörs noggrant och avfettas - förekomsten av oljiga föroreningar, rester av tejp och lim är inte tillåten;
en lapp appliceras och pressas med en rulle;
enhetlig och samtidig uppvärmning av det nedre lagret av plåstret och det övre lagret av det skadade elementet med varm luft utförs. När smältningen fortskrider utförs likformig valsning med en vals för anslutning.Överhett inte materialet. Tiden för fullständig polymerisation är vanligtvis inte mer än 10 sekunder. Driftläget ligger inom 600-850 grader och beror på materialets kondition (ju äldre, desto högre temperatur) och omgivningstemperaturen.
Observera: Termiska konstruktionspistoler bör inte användas för att reparera markiser - deras prestanda är otillräckliga för detta. Resultatet av sådant arbete är ofta en kränkning av markisskyddets geometri, upp till behovet av att byta ut hela elementet.
Åldrandet av markisväven beror på avdunstning av PVC-mjukgörare. Materialet blir styvt och börjar flagna, vilket exponerar tygets baksida. I det här fallet är svetsning endast möjlig från insidan, eller så måste elementet bytas ut. Liknande situationer inträffar oftast med taket på tältet, eftersom det är mest utsatt för ultraviolett strålning.
Man måste komma ihåg att svetsning av PVC-tyger kräver kunskap om många subtiliteter, såväl som tillräcklig erfarenhet och färdigheter, så om du inte är säker på ett gynnsamt resultat av arbetet, är det bättre att anförtro det till en specialist.
Medlemmar
195 meddelanden
Medlemmar
1163 meddelanden
När det gäller halsdukar och överlägg - deras överdrivna tjocklek är inte heller bra.
Ramen på en lastbil är inte på något sätt en styv struktur, utan snarare ett elastiskt element som fungerar i böjning och i ännu större utsträckning i vridning.
Därför ändrar tjocka överlägg ramens egenskaper och orsakar dess förstörelse på andra (ibland på mycket oväntade) platser. Jag anser att det är optimalt att använda metall med en tjocklek i området +/- 1 mm från rammetallens tjocklek. Tjockare metall (upp till 140-180% av huvudet) används vid förlängning av ramarna med centrala bultade insatser, medan överlappslängden på ramfragmentet och insatsen är minst 3,5. 4 ramhöjder. Med en betydande förlängning är ytterligare överlägg på insatsen önskvärda.
När det gäller formen är rombiska med avkortade hörn, trapetsformade och i vissa fall triangulära överlägg att föredra. I vilket fall som helst bör du försöka undvika tvärgående (vertikala i förhållande till ramen) sömmar (med undantag för ramens ändar) och spänningskoncentratorer (skarpa hörn av svetsar).
Liknande saker gäller plattformar, karosser, sidor och andra överbyggnader.
Nu om bultarna. När något fästs på ramen är huvudorsaken till förstörelsen av fästelement inte på något sätt bultarnas skjuvning, utan det faktum att bultarna är slitna på grund av att de "hänger" i hålen med en oacceptabelt stor diameter. Därför är det ingen idé att använda M16 för att fästa lådan (extra stora hål försvagar bara ramen).
Min åsikt är att diametern på fästelementen till ramen inte bör vara mer än 2,5 (minst 3) tjockleken på rammetallen (undantag är speciellt förberedda platser förstärkta med överlägg för omfördelning av laster, i detta fall - upp till fyra till fem gånger så tjock)
Vad är skillnaden mellan en vanlig personbil och en tung bil? Du kan lista sådana indikatorer som vikt, dimensioner, bärförmåga, vilket betyder att det finns skillnader i kraft och hållbarhet för huvudenheterna. Därför kräver underhåll och i synnerhet reparation av lastbilsradiatorer mer ansträngning och tid.
Bilens kylare behövs för att sänka temperaturen på kylvätskan - frostskyddsmedel, som i sin tur tar bort överskottsvärme från motorhuset. Strukturellt är detta element tillverkat av två metalltankar sammankopplade av de tunnaste rören genom vilka vätskan cirkulerar.Luftflödet, riktat av en fläkt eller strömmande av gravitationen genom speciella öppningar i hytten eller stötfångaren, kyler kroppen och följaktligen vätskan i den.
De viktigaste felen som kan uppstå i kylaren:
Kylvätskeläckage på grund av brott på kar och rör, som oftast uppstår på grund av inträngning av stenar och främmande föremål.
Brott mot cirkulationen av frostskyddsmedel som ett resultat av bildandet av skala och avlagringar i tunna rör. Denna situation uppstår om du använder en kylare av låg kvalitet eller vanligt vatten. Den vanliga spolningen och kunskapen om hur man rengör en bilkylare hjälper här.
Ett ventilfel i kylarlocket leder till att vätskan vid uppvärmning expanderar och dess överskott kan inte gå in i tanken. Omvänt, när ytterligare volymer frostskyddsmedel behövs, kan det inte strömma från expansionstanken till kylaren.
Brott mot tätheten hos munstyckenas anslutningar - i det här fallet lämnar vätskan också enhetshöljet.
Med tillräckliga kunskaper och färdigheter i reparation kan denna procedur göras även på vägen. Detta är dock endast mindre fel. När, som ett resultat av en olycka eller en olycka, kylaren helt enkelt förvandlas till en metallbit, hjälper bara bytet av denna viktiga del av bilen.
Låt oss ta reda på hur man reparerar bilradiatorer inte i garaget, utan på vägen på egen hand, när du fortfarande behöver komma till bilservicen. En av skillnaderna mellan en lastbilschaufför och en bilentusiast är att han alltid har nödvändiga verktyg och en del förbrukningsvaror på lager. Detta beror på en lastbilschaufförs ibland sorgliga livserfarenhet och behovet av att tjäna pengar på att transportera varor.
För att arbeta behöver du följande material och verktyg:
tätningsmedel;
värmebeständiga gummitätningar;
adaptrar och anslutningselement för grenrör;
en liten mängd senapspulver;
vanliga låssmedsverktyg från en bilsats.
Med små brott på brickor eller rör är det bäst att löda nödställen, men detta är endast möjligt under stationära förhållanden med en kraftfull lödkolv och färdigheter i att hantera den. Och på vägen kan ett värmebeständigt tätningsmedel eller ett verktyg som kallsvetsning komma till undsättning.
Om ett eller flera rör slits sönder till följd av att de träffats av en sten kan de alltid pluggas igen, vilket säkerställer tätheten i kylsystemet. För att göra detta är det nödvändigt att tömma kylvätskan, inspektera var rören är trasiga, bita dem med tång på ett avstånd av 2-3 centimeter från badet och klämma hårt. Denna omständighet kommer inte att påverka kylningen av motorn särskilt mycket, och det kommer att vara möjligt att fortsätta köra genom att fylla på vätskan.
Om pluggen är skadad måste den bytas ut eller så bör ett försök göras att reparera ventilen efter att ha inspekterat den. Det händer ofta att en främmande partikel har fallit under den, som bör avlägsnas. Om pluggfjädern inte fungerar rekommenderar experter att rengöra den, och om detta inte hjälper behöver du bara byta ut den.
Jo, en helt barbarisk, men testad av tidigare generationers förare, metod med hjälp av senap. Det måste hällas i kylaren, slå på motorn och vänta några minuter tills det sväller och stänger små sprickor genom vilka frostskyddsmedel kommer ut. Vissa hantverkare använder till och med råa ägg för detta, som har en liknande effekt i en varm radiator.
Efter att ha använt senapspulvret är det nödvändigt att noggrant skölja kylaren och felsöka redan i garaget med en lödkolv.
Avslutningsvis skulle jag vilja uppmärksamma att säkerhetsåtgärder följs - kylvätskan har en hög temperatur och är under tryck, och om den läcker kan den till och med koka alls. Därför är det omöjligt att öppna kylarlocket omedelbart, eftersom det kan skålla ansiktet och händerna ganska allvarligt.Först efter att innehållet i kylaren har svalnat bör kontakten öppnas och reparationer påbörjas.
VIDEO
Redigera ramarna för lastbilar och släpvagnar:
sidoförskjutning;
vertikal böjning;
diagonal offset;
torsion;
lokala deformationer, veck, sprängningar av balkar och tvärbalkar.
Reparation av ramar till släpvagnar;
Hel eller partiell restaurering av lastbilens kaross;
Element för element och helmålning med förberedelse för det.
Ofta förskjuts de längsgående balkarna i en vinkel med avseende på ramens längsgående axel på grund av yttre belastningar. Den främre delen av den är ofta kraftigt deformerad på grund av den kraftiga sidoförskjutning som uppstår i förhållande till sparren.
Vertikala böjar kan uppstå på olika sätt. Orsaken är ofta missbruk av truckens tipp- eller lastutrustning. Bilden ovan visar vad som händer när en lastbil lastas om.
Vid vridning av ramen förblir balkarna raka, men sneda i förhållande till varandra. Tvärbalkarna är vanligtvis i rät vinkel mot balkarna. Ganska ofta uppstår denna skada på lastbilar med två axlar.
Rambalkarna är förskjutna i längdriktningen och de tvärgående balkarna bildar inte räta vinklar med avseende på sidoelementen. Diagonalförskjutning sker ofta på lastbilar när de välter.
Jag var tvungen att ta itu med svetsningen av Kamaz-ramen. Efter en tid uppstod en spricka nära sömmen. Jag bestämde mig för att förstärka designen med en "rhombus" överlägg, avslutade skärningen av kanterna och svetsade den i två pass. Sex månader senare, samma problem - ramen sprack. Vad är tekniken för reparation av lastbilsram? En liknande fråga om svetsning av axlar på semitrailers av utländska bilar.
Tillverkaren hävdar att ramen inte kan återställas, men ändå klarar verkstäder ofta framgångsrikt denna svåra uppgift. Här är några hemligheter för ramsvetsning:
1. En av huvuddragen med ramsvetsning är att skära kanterna med en plasmaskärmaskin.
Varje fordon behöver regelbundet underhåll, inklusive lastbilar. Underhåll eller underhåll av en lastbil är en uppsättning åtgärder som syftar till att bibehålla en bils höga prestanda och förbättra prestandan hos dess enheter och sammansättningar.
På grund av den konstanta belastningen som lastbilar utsätts för, i avsaknad av regelbundet underhåll, kan maskinens livslängd minskas drastiskt.Det är därför som underhåll och periodisk diagnostik av en lastbil är en extremt viktig händelse som inte bara påverkar lastbilens effektivitet, utan också hjälper till att avsevärt minska de möjliga kostnaderna för dess reparation och vidare drift.
Underhåll av lastbilar har sina egna egenskaper, som bör vara kända för varje bilägare som planerar att göra lastbilsunderhåll med sina egna händer.
I Ryska federationen antas för närvarande standarden GOST 21624-81 "System för underhåll och reparation av fordonsutrustning". Den statliga standarden anger de grundläggande kraven för konstruktion av lastbilar, underhåll samt tidpunkten för underhåll av lastbilar.
Enligt nuvarande GOST finns det flera huvudtyper av underhåll av lastbilar:
Dagligt underhåll inkluderar följande kontroller:
Extern inspektion av bilen: upptäckt av skador, kontroll av kabinens tillstånd, dess låsmekanism, kontroll av fjädrarnas tillstånd, kontroll av däcktryck, närvaron av registreringsskyltar.
För en lastbilstraktor måste vändskivekopplingens servicebarhet kontrolleras, för en dumper - bakluckans servicebarhet.
Kontrollera funktionaliteten av belysningsanordningar, larm, vindrutetorkare, glastvätt, kompressor, generator. Vid dumpern styrs funktionen av lyftmekanismen och plattformstoppet.
Handbromsens, styrstångsledernas och styrdriftens skick och funktionsduglighet kontrolleras.
En extern inspektion, för att upptäcka eventuella läckor, kontrollerar tätheten av bromsdriften, servostyrningssystemet.
Dagligt underhåll innebär också att tvätta och städa bilen, vilket inte bara inkluderar rengöring av hytt och plattform, utan även rengöring av strålkastare, speglar, registreringsskyltar.
Smörj- och fyllningsarbeten.
Kontroll över förekomsten av bränsle i tankarna.
Kontrollera oljenivån i vevhuset. Det är möjligt att kontrollera oljenivån tidigast 5-10 minuter efter att lastbilens motor stannat.
På vintern är det nödvändigt att regelbundet tömma sedimentet från bränsletanken och bränslefinfiltret. Detta görs på följande sätt: 0,1 liter bränsle tappas ut, varefter lastbilsmotorn startas i 3-4 minuter.
Var noga med att övervaka vätskenivån i kylsystemet, i glasdisktanken.
Det sista steget av arbetet är dräneringen av kondensat från luftcylindrarna i den pneumatiska bromsenheten. Var uppmärksam på att kondensat tappas ut när det finns luft i systemet.
Huvudsyftet med TO-1 är att förhindra eventuella haverier som kan inaktivera fordonet, öka nivån av miljöföroreningar och avsevärt öka förbrukningen av bränsle och smörjmedel.
Att utföra TO-1 inkluderar inte bara utförandet av omfattningen av arbetet som ingår i det dagliga underhållet, utan också en uppsättning ytterligare åtgärder.
Kontrollera spänningen på vattenpumpens drivrem. Med tryck på den centrala delen av grenen bör vattenpumpsremmen från en kraft på 30 N eller 3 kgf böjas från 1 till 1,5 cm.
Kopplingstestet består av en visuell inspektion av gummiskyddet för att upptäcka luckor på den. Om det finns skador måste delen bytas ut.
När du kontrollerar kardanöverföringen är det nödvändigt:
Kontrollera glappet i gångjärnen och i drivlinans splineanslutning. Arbetet utförs med växeln avslagen genom att lätt gunga propelleraxelns rör runt axeln och i radialplanet. En sådan åtgärd utförs för att upptäcka påtagliga bakslag, vilket är oacceptabelt;
Kontrollera och vid behov dra åt muttrarna som håller fast propelleraxelns flänsar.Arbetet utförs med parkeringsbromsen lossad. Stopp placeras under lastbilens hjul och växelspaken sätts i neutralläge.
Kontroll av bakaxeln utförs för att upptäcka läckor i dess anslutningar. I det här fallet är det nödvändigt att ägna särskild uppmärksamhet åt det faktum att oljeläckage genom navtätningarna, genom drivväxeltätningen, växellådans packningar och bakaxelkåpan är oacceptabelt.
Underhåll av styrning och framaxel består av följande steg:
Kontrollera fästen och saxsprintar på muttrar, styrhandtag, kulstift på styrstänger (åtdragningsmoment - 140 - 200 N / m), servostyrning, styrspakar (åtdragningsmoment 180 - 220 N / m), övervakning av låsets tillstånd brickor. Efter att ha dragit åt kulmuttrarna måste nya saxsprintar installeras.
Med motorn igång kontrolleras rattens fria spel, spelet i lederna på styrstängerna och den hydrauliska boostern. När motorn inte är igång får tvåbensstiftet i den hydrauliska boosterfördelaren ha ett spel på högst 2 mm.
Det är också nödvändigt att kontrollera framhjulslagrens spel.
När du kontrollerar bromssystemet, var särskilt uppmärksam på följande punkter:
Kontroll av kompressorns funktion (särskilt trycket den skapar, vars fall, med motorn avstängd och bromsarna avstängda, inte bör överstiga 30 kPa under 30 minuter, och med bromsarna på, inte mer än 30 kPa för 15 minuter).
Du bör också kontrollera tätheten hos alla anslutningar av instrument och rörledningar i bromssystemet.
Tillståndet för infästning och sprintar på gafflarna på bromskamrarnas stänger och delar av färdbromsdriften kräver obligatorisk kontroll.
Se till att bromskammarstavarnas slag är inom 2,5 - 3 cm.
En obligatorisk kontroll kräver driftbarheten av drivningen och manövrering av handbromsen. Var särskilt uppmärksam på handtagets slag, som bör vara i intervallet 1,1 - 1,6 cm.
Handbromsokets monteringsbultar måste också dras åt.
Spänningen på kompressorns drivremmen är också föremål för obligatorisk kontroll. När du trycker på den centrala delen av en kort gren med en kraft på 30N bör den böjas med 0,5 - 0,8 cm.
Det är också nödvändigt att justera bromspedalens fria rörelse.
Vid underhåll av löparutrustningen är det nödvändigt att kontrollera:
Ramens skick, fjädrar, fästen för sprickor på delarna. Försvagningen av nitförband är också oacceptabel. Stötdämpare måste kontrolleras för läckor och bussningar för slitage.
Hjulmuttrarna måste dras åt till ett vridmoment på 250 - 300 N/m.
Obligatorisk kontroll är nödvändig för att utsätta däckens tillstånd och överensstämmelsen med trycket i dem med normen. Främmande föremål i slitbanan och mellan dubbla däck måste avlägsnas.
När du kontrollerar elsystemet måste du:
Kontrollera att bränsletillförselkontrollmekanismen är funktionsduglig, motorbromsinkoppling. När du trycker på bromspedalen vilar regulatorspaken mot den maximala hastighetsbegränsningsbulten, när pedalen är i fritt läge, mot den minimala hastighetsbegränsningsbulten.
En extern inspektion kontrollerar strömförsörjningssystemets tillstånd, tätheten hos rörledningsanslutningarna.
Vid underhåll av elektrisk utrustning:
En extern inspektion kontrollerar tillståndet för de elektriska ledningarna, skicket på slangar och lock kontrolleras på stickpropp och anslutningar.
Det är nödvändigt att kontrollera batteriernas fastsättning och skick. Rengöringsproceduren bör utsättas för ventilationshål, batterier. Elektrolytnivån bör också kontrolleras och vid behov tillsätts destillerat vatten.
Smörj- och rengöringsarbeten utförs i strikt överensstämmelse med smörjschemat.
Utöver det arbete som utförs under TO1 rekommenderas ytterligare åtgärder.
Vid service av motorn är det nödvändigt:
Kontrollera muttrarna på balkarna på de främre och bakre motorfästena på ramen. Åtdragningsmoment för det främre stödet - 44 - 62 N / m, bak - 70 - 100 N / m.
Kontrollera och vid behov dra åt muttrarna som håller fast ljuddämparens avgasrör i ramen och stegarna på ljuddämparens avgasrör till den tvärgående ramen.
När du kontrollerar kopplingen, var särskilt uppmärksam på pedalens fria spel, som bör vara inom 34-43 cm med luft utsläppt från systemet.
När du kontrollerar kontrollpunkten:
Justera växellådsstödets läge.
Kontrollera tillståndet för fästmuttern på lådans mellanmekanism med ramen.
Kontrollera infästningen av växellådans stödfäste på ramens tvärbalk.
Vid kontroll av styrning och framaxel:
Kontrollera tätningarnas skick för skador, oljeläckor.
Bedöm visuellt tillståndet för saxsprintarna, styrstängerna och den hydrauliska boostern.
Kontrollera tillståndet för axiallagren och åtdragningen av bultmuttrarna.
Bedöm tillståndet för framaxelbalken, framhjulens rotationsvinklar och mängden konvergens.
Justera spänningen på servopumpens drivrem.
Kontroll av bromssystemet inkluderar:
Kontrollera skicket på hjulbromsmekanismer och hjullager, byte av slitna delar. Foder bör inte ha sprickor, repor och flisor.
Bedöm tillståndet och tjockleken på friktionsbeläggen på de bakre fotbromsarna.
Luftcylinderns klämmuttrar måste också kontrolleras och dras åt.
Underhåll av löparutrustning innefattar:
Kontrollera infästningarna av fjäderfästena och konsolinsatserna.
Kontrollera placeringen av de främre och bakre axlarna för frånvaro av förvrängningar.
Utför arbete med att dra åt stegarnas muttrar. Det utförs med rätade fjädrar. Åtdragningsmomentet för de bakre fjädrarna är 600 - 650 N / m, de främre - 400 - 450 N / m, muttrarna på stegarna - 27 - 50 N / m.
Kontrollera stötdämparbussningarnas skick och byt ut slitna eller skadade delar.
Kontrollera draganordningens infästning med tvärramen, saxsprinten och åtdragningen av den slitsade muttern. I händelse av att bilen ständigt arbetar med en släpvagn är det nödvändigt att ta bort draganordningen från fordonet för att eliminera defekter.
Bedöm skicket på fälgarna och hjulklämmorna.
Dra åt reservhjulsfästes muttrar vid behov.
Vid underhåll av hytten, plattformen och fjäderdräkten är det nödvändigt att: kontrollera och vid behov dra åt muttrarna för att fästa plattformsstegarna och muttrarna för att fästa bränsletankens fästen.
Vid service av kraftsystemet, efter en service, kontrolleras och justeras bränsleinsprutningsförskjutningsvinkeln, munstyckena tas bort från motorn, deras funktion kontrolleras vid stativet, varefter de justeras.
Vid kontroll av elektrisk utrustning utförs följande typer av arbete:
Kontrollera batteriernas laddningsgrad genom elektrolytens densitet och spänningen hos cellerna under belastning. Vid behov tas batterierna ut för laddning.
Generator och startmotor ska inspekteras och rengöras från gnag och olja.
Kontrollera att startkopplingens bultar är åtdragna och dra åt vid behov.
Kontrollera installationen av strålkastare och riktningen för deras ljusflöde.
Kontrollera och dra åt generatorns monteringsbultar.
Noggrant utförande av rengöring, smörjning och tankning i enlighet med den godkända listan säkerställer att fordonet fungerar felfritt under drift.
Serviceintervallet (periodicitet för planerat underhåll) är i detta fall minst 4000 km av fordonets körning. Många experter noterar dock att visst underhållsarbete, för att öka bilens säkerhet och tillförlitlighet, bör utföras med en körning på 2000 - 3500 km.
Video (klicka för att spela).
Som praxis visar är den genomsnittliga körsträckan för lastbilar i Ryssland 150 000 - 200 000 kilometer per år.Under denna tid genomgår lastbilen flera typer av diagnostik och underhåll. En av de viktigaste besparingsfaktorerna vid reparation av en lastbil är inte bara att utföra underhåll i rätt tid, utan också på ett kvalitetsmässigt sätt, eftersom underhållsarbete gör det möjligt att identifiera en lista över grundläggande delar som snart kommer att misslyckas. Följaktligen kommer underhåll avsevärt att minska kostnaderna för drift och ytterligare reparation av lastbilen. Men bara om du anförtror tjänsten till specialister. Technologiya Dvizheniya lastbilsservicecenter har modern diagnos- och reparationsutrustning, vilket gör det möjligt att utföra underhåll och diagnostik snabbt och effektivt. Du kan hitta företagets tjänster och priser på hemsidan.
Betygsätt den här artikeln: