Kantbandsmaskiner är designade för att applicera olika typer (PVC, ABS, melamin och faner) kanter på raka och krökta delar.
Allt arbete utförs oavsett vem maskintillverkaren är. Det finns flera grundläggande scheman för layouten av kantenheter, annars finns skillnaderna i små nyanser relaterade till koordineringen av maskindelar och kantmatning.
Kantbandsmaskiner för limning av böjda och raka delar tillverkade av Vitap.
lim reparation.
byte av grafithylsor av limrullar.
reparation av pneumatiska delar och sammansättningar.
reparation och restaurering av elektriska delar och komponenter.
Automatiska kantbandmaskiner som: Lato, Tecnoma, Griggio, Holtzher, Casadei, Akron, Filato och vilka som helst.
Video (klicka för att spela).
reparation av limenheter (speciellt för maskiner i serierna Lato och Tecnoma).
byte av transformatorremmar och drivrullar för valsmatningsmekanismen på Kasadei-maskiner.
sätta upp fräs- och trimningsenheter.
Reparation av växellådor för drivning av limenheten och enheten för kantpressning av Lato-maskiner.
Reparation och justering av pneumatisk och elektrisk utrustning som ingår i verktygsmaskinerna.
Video uppladdad av Nikolai Volkov Sök Nikolai Volkov för 4 år sedan
Kantband, kantband, hemmagjord, gör-det-själv
Den här videon handlar om en hemmagjord kantskärare. En varmluftspistol kan till och med tillverkas av improviserade material, den här videon visar hur du kan göra en hemmagjord kantskärare. Och här är en kanal om modellflygplan, konstruktion och flyg, väldigt intressant
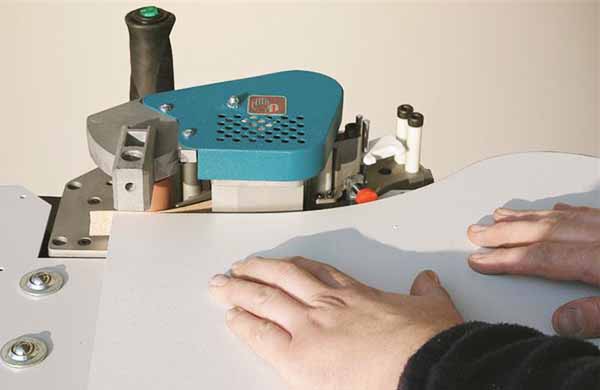
Video om hur man fäster en 0,4 mm PVC-kant på en kantband med manuell matning av arbetsstycket.
De som tillverkar möbler med egna händer och använder material som spånskivor och MDF känner till när skydd krävs i ändarna av arken efter kapning. Tack vare denna produkt håller de längre och får ett vackrare utseende. En PVC-kant för möbler fungerar ofta som skydd, men det kan även finnas andra alternativ. I den här artikeln kommer vi att titta på hur man gör en speciell kantmaskin, samt hur man limmar skyddskanten med egna händer.
Som grund för maskinen använde jag min universella plattform, som gjordes för min gamla hemmagjorda - ett stativ för en borr. Dessutom förberedde jag ett polypropenrör, en 50 mm avloppsrörsklämma och en aluminiumprofil från ett myggnät.
För tillverkning av styrrullar använde jag bitar av polypropenrör med en diameter på 20 mm och en höjd av 20 mm.
Inuti, på båda sidor, lödde jag muttrar med 8 mm, och fixerade det ovanpå med en förstorad bricka med en 6 mm försänkt bult. Bultarna var inte tillräckligt åtdragna för att rullarna skulle kunna rotera fritt.
Dessutom monterade jag ihop en "tredje hand" för att säkra industrifön. Hårtorken kan installeras i olika bekväma vinklar, på rätt avstånd från kanttejpen.
En kanttejp tas, vänds utåt med en självhäftande yta och dras längs rullarna till styrningen.Efter att ha ställt in önskat avstånd och temperatur på hårtorken börjar vi limma.
Vi tar bort överflödig tejp med en kniv, går igenom sandpapper. Nu ser vi en snygg och hållbar kant, som utåt sett inte är sämre än fabriken.
Modern CNC kantbandmaskin
Kantmaskiner hör till träbearbetningsutrustningen, utan vilken ingen möbelproduktion klarar sig. Maskiner av denna typ gör det möjligt att fanera kanterna på panelprodukter, skydda dem från negativa yttre påverkan och ge ett färdigt utseende. Reparation av kantmaskinen är ett av arbetsområdena för vårt företag i Kolomna.
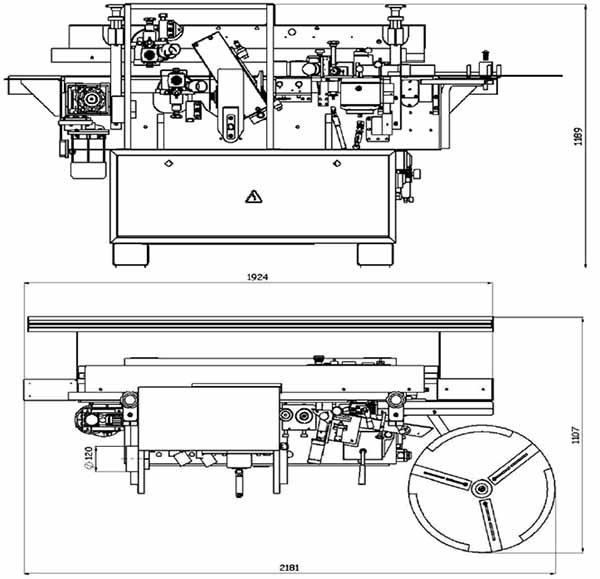
Beroende på syftet är vissa kantmaskiner utformade för att bearbeta ändarna av rektangulära ämnen, medan andra är designade för att möta figurerade produkter av komplex form. Utformningen av modeller för efterbehandling av raka kanter ger som regel automatisk matning av beklädnadsmaterialet, därför är sådana maskiner svårare att reparera jämfört med maskiner för efterbehandling av krökta ytor utrustade med manuell matning (se "Reparation av kantband").
För närvarande finns det en ganska imponerande mängd träbearbetningsutrustning av kantbandstyp med ett annat antal bearbetningsenheter som ingår i strukturen på marknaden för industriella resurser. Antalet bearbetningsenheter bestämmer kvaliteten och noggrannheten för att applicera kantmaterial, och följaktligen den estetiska komponenten i arbetsflödet. Under tiden, ju större antal de är, desto svårare är restaureringsåtgärderna, om nödvändigt, att utföra reparationer.
Under drift slits all utrustning alltid ut, vilket inte kan annat än påverka kvaliteten på arbetsoperationerna. Naturligtvis kan du helt enkelt ersätta en föråldrad maskin med en modern analog, men den säkraste lösningen på problemet kommer att vara en fullständig revidering av alla delar av maskinen och avlägsnande av föråldrade komponenter och delar som är på gränsen till slitage. Denna metod kommer att göra det möjligt att avsevärt spara de ekonomiska resurserna för produktionen, efter att ha fått utrustning med egenskaper som inte på något sätt är sämre än ny teknik.
Översynen av kantmaskinen i förhållande till den ekonomiska delen är inte en billig procedur, men den är extremt viktig, så att du kan eliminera tecken på slitage på maskinen. Resultatet av restaureringsarbetet blir en helt uppdaterad och tekniskt förbättrad maskin med exakthetsindikatorer som är identiska med fabriken. Priset på frågan beror på typen av utrustning och graden av modernisering. Enligt experimentella beräkningar, även i det svåraste fallet, kommer reparationskostnaden att kosta halva priset för en ny maskin med liknande kapacitet.
Om ditt företags utrustning är fysiskt och moraliskt föråldrad, vilket är typiskt för de flesta inhemska produktionsorganisationer, skynda dig inte att bli av med en icke-fungerande eller olönsam enhet. Det är värt att komma ihåg att vilken som helst, även den äldsta maskinen, är av fysiskt värde, har en järnram, och ju större utrustningen är, desto mer metall innehåller den, och därför är restaureringen mer ändamålsenlig.
Vårt handels- och tillverkningsföretag är redo att utföra reparationer av alla träbearbetnings- eller metallskärningsmaskiner, med en utmärkt resursbas och egen utrustning för tillverkning av maskindelar. Kontakt +7 (916) 166-73-04, +7 (496) 613-20-02.
Företaget "Instrument-Plus" erbjuder dig driftreparation av kantbandsmaskiner MED GARANTI . Vi är också redo att tillhandahålla tjänster sätta upp kantbandsmaskiner och lansera deras produktion (idrifttagning och driftsättning av kantbandsmaskiner).
Vi har lång erfarenhet av reparation och justering av kantbandsmaskiner av följande märken:
Våra fördelar:
mer än 10 års erfarenhet;
eget lager av reservdelar;
driftsvillkor för reparation av kantbandsmaskiner;
reparationsgaranti;
Snabb reparation och avgång av specialister i hela Ryssland;
Kvaliteten på reparationsarbetet kontrolleras av 100 av våra kunder.
För service och reparation av kantbandsmaskiner kan du ringa oss på: +7 (831) 213-58-48
Eller skicka en ansökan till våra specialister via e-post:
Våra fördelar vid reparation av kantbandsmaskiner:
mer än 10 års erfarenhet;
eget lager av reservdelar;
driftsvillkor för reparation av kantbandsmaskiner;
reparationsgaranti;
Snabb reparation och avgång av specialister i hela Ryssland;
Kvaliteten på reparationsarbetet kontrolleras av 100 av våra kunder.
Våra tjänster:
operativ reparation;
ställa in maskiner;
sätta utrustningen i produktion.
Ring oss: +7 (831) 213-58-48
Video uppladdad av Nikolai Volkov Sök Nikolay Volkov för 4 år sedan
Kantband, kantband, hemmagjord, gör-det-själv
Den här videon handlar om en hemmagjord kantskärare. En varmluftspistol kan till och med tillverkas av improviserade material, den här videon visar hur du kan göra en hemmagjord kantskärare. Och här är en kanal om modellflygplan, konstruktion och flyg, väldigt intressant
Video om hur man fäster en 0,4 mm PVC-kant på en kantband med manuell matning av arbetsstycket.
 Tjänster för reparation, underhåll och driftsättning av industriell utrustning
Tjänster för reparation, underhåll och driftsättning av industriell utrustning Tjänster för reparation, underhåll och driftsättning av industriell utrustning
Tjänster för reparation, underhåll och driftsättning av industriell utrustning