
I detalj: gör-det-själv plogdelningsreparation från en riktig mästare för sajten my.housecope.com.
Plogens huvudsakliga arbetskroppar (fig. 123) är en kropp bestående av en plogbill 6, ett blad 1, en fältbräda 7 och en kuggstång 2, en stång 3, en skimmer 5, en kniv 4 och en fördjupningstass 8 .
Avtrubbning av plogbillen, såväl som slitage eller deformation av bladet, skummaren, kniven eller fältbrädan, ökar plogens dragmotstånd, leder till överdriven bränsleförbrukning, försämrar kvaliteten på sömomsättningen, dess sönderfall och inkorporering av växten. rester.
Ris. 123. Plogens arbetskroppar monterade på dess ram
Plogar använder två typer av skär:
trapetsformad - med en rak skäregg (fig. 124, a) och mejselformad - med en förtjockad och nedböjd tå (fig. 124, b).
Delarna är gjorda av slitstarkt och slitstarkt stålkvalitet L65 och är termiskt behandlade för att öka slitstyrkan. Arbetsförhållandena i jorden är dock så svåra att andelarna snabbt slits ut. När plogbillen är sliten blir bladet matt och tåns form förändras. På fig. 125 kanterna på bladen på slitna trapets- och mejselformade skär är skuggade med tvärlinjer. När bladet blir trubbigt ökar dess tjocklek och en faoka (baksida av huvudet) bildas på dess baksida. När spånarna är utslitna försämras plogens funktion, d.v.s. spånarna förlorar sin förmåga att tränga in i jorden och plogens stabilitet störs. Plogskäret ska repareras i de fall dess bredd minskas med 10 mm jämfört med bredden på det nya trapetsskäret eller när tåns längd minskas med 25 mm jämfört med längden på tån på det nya mejselskäret .
| Video (klicka för att spela). |
Reparation av plogen handlar om bladdragning, slipning och värmebehandling. Plogbillar repareras för att återställa sin storlek och form, samt för att göra dem slitstarka.
Sektionen av plogbillen har en förtjockning - en tillförsel av metall, som kallas "butiken". Vid reparation av en sliten plogbill återställs dess form av en smedkille på bekostnad av metallförrådet i "affären". Plogbillen dras in manuellt, oftast vid flera uppvärmningar, eftersom smeden inte hinner dra hela plogbillen i en uppvärmning. När man drar in plogbillen manuellt är det alltid nödvändigt att sträva efter att minska mängden uppvärmning, eftersom vid upprepad uppvärmning är fall av metallutbränning möjliga.
Att dra plogbillen på en spak eller någon annan mekanisk smedshammare görs vanligtvis i två steg. I detta fall bör längden på den uppvärmda delen av plogbillen varje gång något överstiga hälften av plogbillen.
För att minska värmeförlusten och förhindra att kol brinner ut ur metallens ytskikt täcks den del av plogbillen som inte utsätts för uppvärmning med färskt kol.
Smidesdraget av en sliten skär görs i följande ordning. Plogbillen placeras plant i härden så att den värms upp från sidan av bladet till en bredd av 60-80 mm; resten av dess 'del, som inte kräver uppvärmning, är täckt med färskt kol. Det är nödvändigt att värma upp plogbillen för att dra först långsamt, tills
luminescens, dvs upp till 500-600°. Det är omöjligt att värma plogbillen omedelbart till smidestemperaturen för att undvika sprickbildning. Så fort plogbillen värms upp till 500-600° ökas uppvärmningshastigheten och temperaturen höjs till 850-1200° (upp till ljusröd och orange värme).
Ris. 124. Plogandelar: a - trapetsformad, b - mejselformad
Ris. 125. Formen på slitna skär: a - trapetsformad, b - mejselformad
Den uppvärmda plogbillen tas ut ur smedjan, placeras med framsidan nedåt på städet, och från baksidan, med frekventa slag av handbromsen eller hammaren, skingras metallförrådet från "förrådet".En plogbill gjord av stålkvalitet L65 kan endast dras (smidas) vid temperaturer över 800°. Killen stoppas när plogbillen svalnar under 800 ° (med en körsbärsröd färg av värme) och återupptas efter återuppvärmning. Den indragna delen av plogbillen stryks på städet med en murslev längs hela längden av skärdelen så att bladets tjocklek är 1-2 mm, sedan avlägsnas ojämnheterna som bildas av hammarslag.
Vid dragning kontrolleras plogbillens form och mått med en mall (bild 121, a). För en indragen del tillåts avvikelser i dimensioner mot en ny: längs längden med ± 15 mm, längs med bredden med + 4 mm.
Plogbillen, efter dragning och strykning, när den fortfarande är i upphettat tillstånd, kläms fast i ett skruvstäd och dess blad slipas med en fil. Sedan slipas den kylda plogbillen från framsidan på en smärgelslipare. Efter skärpning bör bredden på bladets avfasning inte vara mer än 5-6 mm, och bladets tjocklek bör vara inom 0,5-1 mm. Skärbladet bör inte slipas tunnare än 0,3 mm, annars kommer det att slitas snabbt under drift.
Värmebehandlingen av den dragna delen består av härdning och härdning. Under härdningen värms plogbillen längs bladet med cirka en tredjedel av dess bredd. Uppvärmning i härden till en temperatur på 780-820 ° bör vara enhetlig (ljus körsbärsröd färg på värme). Den uppvärmda plogbillen kyls snabbt ned i ett vattenbad. Temperaturen på vattnet i kylbadet bör vara 30-40°. Plogbillen sänks ner i badet med ryggen nedåt. Om skäret sänks ner i härdningsbadet med ett blad kan det spricka. Skäret får inte sänkas plant, då det i det här fallet brukar skeva. Plogbillen hålls i härdningsbadet tills vattnets bubblande upphör, varefter det tas ur badet och långsamt kyls i luft.
Vid härdning av mejselskäret kan det uppstå sprickor på bladet. För att undvika detta är det nödvändigt att förkyla platsen för övergången från tån till bladet vid den uppvärmda delen, applicera på den i 2-3 sekunder. våt trasa, först därefter sänks plogbillen snabbt ner i härdningsbadet.
För att minska bräckligheten hos plogbillen som uppstod under härdningen anlöpas den. För att göra detta värms aktien igen till 350° (grå nyans) och kyls sedan långsamt i luft.
Vid härdning blir plogbillen ofta skev. Den skeva plogbillen styrs på städet av hammarslag. Slag på plogbillen ska appliceras försiktigt och inte hårt.
Hårdheten på den härdade delen av plogbillen kontrolleras med en personlig fil. Filen får inte lämna några märken på den härdade delen av aktien.
I RTS-verkstäderna, under reparationer, svetsas delarna med högkvalitativa elektroder eller en laddning av V-9 hårdlegering. Denna metod för att reparera delar ökar deras slitstyrka. En ökning av slitstyrkan hos skären uppnås också genom att härda deras yttre skikt med högfrekventa strömmar.
Ägarna till patentet RU 2344913:
SUBSTANS: Uppfinningen avser jordbruksteknik, nämligen metoder för att återställa plogskär, och kan användas för att återställa plogskär för jordbruksmaskiner med härdning. Metoden består i att ett spår görs på ytan av plogbillsbladet, spåret är fyllt med lod, keramiska metallplattor installeras på lodet, ett extra lager av lödning och flussmedel appliceras vid föreningspunkten mellan plattorna med den vertikala kanten av spåret. Därefter upphettas plattorna för att smälta lodet och plogbillen med plattorna i den värmeisolerande kollektorn kyls till rumstemperatur med en hastighet av 4°C/min. Samtidigt används lödmetall av märket L63 som lödning, och flussmedel av märket FK-250 används som flussmedel. Plattorna värms upp av en väte-syrebrännarlåga vid ett gasblandningstryck på 0,5 MPa och ett avstånd från brännarmunstyckets utgång till plattans yta på 50 mm. Det tekniska resultatet är en ökning av vidhäftningsstyrkan av keramiska metallplattor till plogskäret. 1 flik.
Uppfinningen avser jordbruksteknik, främst till maskiner för jordbearbetning, och kan användas för att restaurera med härdande plogbillar av jordbruksmaskiner.
En känd metod för att erhålla slitstarka blad av arbetskropparna för jordbearbetningsverktyg genom att härda deras blad, vilket består i det faktum att för att bilda vågighet hos bladen, vilket leder till att de blir självslipande, placeras en hårdare metall på bladens släta yta intermittent och parallellt med skäreggen, följt av begränsning av ytzonen (se A.S. USSR nr. 461721, klass A01B 15/04, publicerad 1975).
Men vid användning av denna metod har plogbillen en relativt låg slitstyrka, eftersom den icke-ytande delen av plogbillen slits ut mycket snabbare än de avsatta områdena, vilket resulterar i att den avsatta hårda legeringen exponeras och flisas, vilket förvärras förutsättningarna för självslipning av plogbillen.
Närmast den föreslagna metoden när det gäller teknisk väsen och det uppnådda resultatet är en metod för att återställa plogbillar genom att applicera hårda legeringar på deras skärkroppar. Dess kärna är som följer: för att öka livslängden för plogbillarna och kultivatortassarna, appliceringen av hårda legeringar på deras skärkroppar utförs i två steg: det första är svetsning av ett stålfoder på en sliten tå, följt genom att i det andra steget, efter mellandrift, ytbelägga den slitna raka delen av bladet på skärelementen med dess efterföljande hårdbeläggning (se A.S. USSR nr 241959, klass A01B 15/04, publ. 1969).
Arbetsytorna på plogskär som återställts med denna metod har emellertid låg vidhäftningsstyrka mellan den hårda legeringen och basmetallen, vilket resulterar i att de återställda plogarna är kortlivade under drift.
Syftet med uppfinningen är att öka brytkraften och, som ett resultat, vidhäftningsstyrkan av keramiska metallplattor till plogskäret, samt att minska förbrukningen av keramiska metallplåtar och öka plöjningsproduktiviteten genom att öka driftshastigheten för åkerenheten.
Uppgiften uppnås genom det faktum att i den kända metoden för att återställa plogskär på ytan av plogskärbladet, görs ett spår, spåret är fyllt med lod, cermetplattor installeras på lodet, ett extra lager av lod och flussmedel appliceras vid föreningspunkten mellan plattorna och den vertikala kanten av spåret, plattorna värms tills lodet smält och plogbillen med plattorna i den värmeisolerande kollektorn kyls till rumstemperatur med en hastighet av 4°C /min, medan lodkvalitet L63 används som lod, används flussmedelsgrad FK-250 som flussmedel, och plattorna värms upp av en väte-syrelåga i en brännare vid en gastrycksblandning på 0,5 MPa och avståndet från brännarmunstycket till plattornas yta - 50 mm.
Metoden utförs enligt följande.
Plogbillar som accepteras för restaurering måste uppfylla följande krav: de måste rengöras från smuts till ett skick som gör det möjligt att inspektera och identifiera defekter; tjockleken på basen av den slitna delen i området för hålen för bultarna är minst 8 mm; bredden på den slitna delen, bestäms från baksidan (icke-arbetande) sida som avståndet från baksidan till occipitalfasningen - minst 100 mm.
På ytan av plogbillsbladet görs ett spår med ett djup av 1,5. 2,0 mm. Denna operation utförs på en vertikal fräsmaskin.
Sedan placeras L63 lod med jämna mellanrum i det tidigare förberedda spåret, varefter TN-20 eller T15K6 metallkeramiska plattor installeras på lodet. Därefter appliceras ett extra lager av lod och flussmedel märke FK-250 vid korsningen av varje platta med den vertikala kanten av spåret.
Därefter värms plattorna och plogbillen som återställs med hjälp av en bärbar gassvetsmaskin MBV-500 med en väte-syrebrännarlåga. Processlägen: avståndet från brännarmunstyckets skärning till ytan som ska återställas är 50 mm, syreflödet är 400 l/h, vätgasflödet är 375 l/h vid ett gasblandningstryck på 0,5 MPa. I detta fall stoppas brännaren växelvis över varje platta, för att försöka säkerställa dess enhetliga uppvärmning. Uppvärmning utförs tills lodet är helt smält. På så sätt löds varje platta. Exponering för en väte-syre låga påverkar inte det använda lodet, flussmedlet, metall-keramiska plattor och plogbillsmetallen negativt.
Därefter placeras andelen som ska återställas med lödda keramiska metallplattor i en värmeisolerande kollektor uppvärmd till en temperatur av 620.630°C, tillsammans med vilken den kyls till rumstemperatur, och kylhastigheten är 4°C/min. .
Resultaten av jämförande tester av den föreslagna metoden och prototypen visas i tabellen.
Följande funktionsfel och slitage är möjliga för plogkroppar: skärbladet blir matt, en avfasning uppstår på baksidan, tån är rundad, skäret smalnar av i bredd. Det förekommer frekventa fall av att plogbillen går sönder och klipper dess arbetsdel som ett resultat av stötar på rötter och stenar vid plöjning av snabbplogar när högen på gjutskivan slits, formen på åkersnittet ändras, dess kant är rundad, arbetsytan slits och tån bryts av, vingen slits 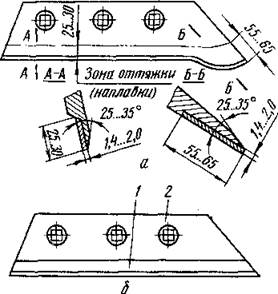
arbetsyta. Fältbrädan och fläckarna bärs från sidan av fåran och underifrån.
Plogbillens blad, när det är matt, slipas på arbetssidan till en tjocklek
Plogbill a-självrengörande; b-komposit svetsad; 1-remsa; 2-rygg
Formen på bladets slitna arbetsyta kontrolleras med en mall. Avvikelse från mallen är inte tillåten mer än 6 mm. Om tån på bröstet är bruten kan bladet återställas. För att göra detta är den trasiga delen gjord av ett gammalt blad, enligt en mall, justerat i korsningen och svetsad genom elektrisk svetsning från baksidan till det slitna bladet. Före svetsning värmebehandlas ämnet för att få en hårdhet på NKS 62. 50. För att avlägsna värme under svetsning, beläggs områdena nära sömmen med en lösning av lera med asbest, ett rött kopparfoder 5 mm tjockt placeras under sömmen och trasor fuktade med vatten placeras under fodret. Efter svetsning rengörs sömmen. När bladets fältkant är utsliten, avsätts den i successiva överlagringar. rullar med elektroder av märket T-590 och vässade i en vinkel på 45. 50° till arbetsytan.
Vid lätt slitage återställs fältbrädorna med hård yta följt av skärpning, eller så används skivans oförslitna sida genom att vända den. För att göra detta görs hål i den och härdas.
Krossning av knivbladet är tillåtet på högst tre ställen med ett djup på upp till 1,5. 2,0 mm och upp till 15 mm långa. Vridning av skivan är inte tillåten mer än 3 mm. Skev skivor korrigeras på en platta i kallt tillstånd. De slipas till en bladtjocklek på 0,5 mm på en OR-6112-maskin för slipning av cirkulära knivar och på fixturer för en svarv med fräsar med plattor av hårda legeringar T15K6 etc. Axiella och radiella utlopp av skivan tillåts inte mer än 3 mm.
Slitage av ändarna på skivornas nav upp till 8 mm kompenseras genom att ställa in brickor så att avståndet mellan utlöparna på intilliggande skivor är minst 4 mm. Gjutjärnsdelar med sprickor svetsas med PANCH-I flussmedelstråd genom elektrisk svetsning eller varmgassvetsning med gjutjärnsstänger.
Begränsa visning av slitna skärkroppar på jordbearbetningsmaskiner
Frågor kan endast ställas efter registrering. Vänligen logga in eller registrera dig.
Titta på plogen, vad som ska bytas ut i den, så att den plöjer, och inte skär fåror. Jag ska försöka lägga upp ett foto, det verkar som om det första bladet klipper åt höger, jag kommer att vara mycket tacksam för hjälpen.
Jo, den första byggnaden är sned. Lämnar den andra kroppen också en fåra?
För det första måste du ställa in alla kroppar i samma plan, och för det andra, justera plogen. Din soptipp fungerar inte helt, därav åsarna.
Det kan finnas två skäl enligt mig:
1 Plogen ligger ströad i fåran
2 låg hastighet
I andra fall skulle åsarna vara olika, men du har alla samma åsar
Bladet på den första kroppen skiljer sig från den 2:a och 3:e, och vad är spåret för traktorns bakhjul?
Plogjustering.
Kör du traktorn längs fåran eller över fältet?Första karossen kastar inte mycket till föregående spår.Dipparna är normalt polerade, vilket gör att det blir en omsättning av formationen..nåja, lite plogbill inte i lina och bröst 
tippar, men detta är inte dödligt (solarier slukar lite mer och plöjer lite mindre). Minska arbetsbredden lite, närmare plogningen av hjulen (skal) och allt blir cykel. Hastigheten är behövs inte Din plog har klassiska knivar (ej höghastighets) på tomgång
Gör en harv bakom plogen så blir du nöjd.
- något i motorn knackar.
vrid upp radion högre så blir du nöjd
Ekonomisk politik är i första hand konsten att genomföra, inte konsten att planera. (A.V. Chayanov)
Vi skapar förutsättningar för utveckling: . stöd till jordbruksproducenter i form av att inte hindra dem. Cherkasov P.N., Natalinsky Moskva-regionen.
plogen ska regleras, det är ett faktum, men dessutom är det nödvändigt att reglera hur plogen är monterad på traktorn. då blir åkermarken vacker.
Ekonomisk politik är i första hand konsten att genomföra, inte konsten att planera. (A.V. Chayanov)
Vi skapar förutsättningar för utveckling: . stöd till jordbruksproducenter i form av att inte hindra dem. Cherkasov P.N., Natalinsky Moskva-regionen.
Hur du än justerar plogen kommer spår och klumpar fortfarande att finnas kvar. Speciellt på hård mark. Med en harv blir det helt jämnt.
Och vad, så exakt vad kan man så utan att jämna med en kultivator?
Kör du traktorn längs fåran eller över fältet?Första karossen kastar inte mycket till föregående spår.Dipparna är normalt polerade, vilket gör att det blir en omsättning av formationen..nåja, lite plogbill inte i lina och bröst
Plogen plogar normalt, spåret från ett pass är jämnt 
Men det faktum att det första fallet inte kastar mycket till det föregående, då är detta ett problem, och det kan snarare botas på två sätt: 1) Dra plogen med kedjeband närmare höger sida (din plog är långt borta från fåran, kanske
även fältbrädor kan kompostera hjärnor)
2) Smält bara plogens fästpunkt (triangelkoppling).
Och det är upp till dig att bestämma.
Ha inte bråttom att göra gott. Bra måste göras långsamt för att bli uppmärksammad och uppskattad. och
En häst, traktor eller motoblockplog är en oumbärlig sak i trädgårdsarbete. Plogen plöjer marken och vänder över det översta jordlagret, vilket minskar antalet ogräs, gör jorden mjukare och mer följsam. Du kan inte bara köpa en plog, utan också göra den själv. För att göra detta måste du, förutom verktyg och material, ha en uppfattning om plogens struktur och dess geometri.
Det är möjligt att göra en plog korrekt endast när det finns en idé om plöjningsprocessen, såväl som om syftet med var och en av plogens detaljer.
Vid plöjning skär plogkilen i marken i en viss vinkel, beroende på jordens mjukhet och fukthalt. Kilen separerar formationen, lyfter och komprimerar den, samtidigt som den delar upp formationen i flera delar. Ingångsvinkeln bestämmer hur många delar jordskiktet delas upp i: ju större vinkel, desto större split. Men om ingångsvinkeln är mer än fyrtiofem grader, slutar jorden att glida på arbetsytan på åkeranordningen och börjar samlas framför den, vilket gör ytterligare arbete svårt.En vertikal plog, det vill säga med en skarpare framvinkel, skiljer jorden från kanten av åkerfåran och komprimerar den horisontellt. En plog med horisontell framvinkel fungerar annorlunda: den böjer av och vänder över jordlagret.
En typisk arbetsplog består av:
- Plogbill som skär jorden
- dumpa,
- Kniv
- fälttavla,
- ställ,
- Skimmer.
Dessutom kan plogen utrustas med:
- Mer hållbar metallram,
- hjul,
- En mekanism som korrigerar plogens arbete i förhållande till traktorn,
- hydrauliska mekanismer,
- Pneumatiskt hydraulsystem.
Soptippen kan ha flera typer av arbetsytor:
- skruva,
- cylindrisk,
- Cylindroid.
Cylindrisk maler jorden perfekt, men formationen bildas dåligt. Detta är inte alltid bekvämt. Den cylindriska arbetsytan används vanligtvis för att arbeta med mjuk jord. Det mest bekväma och praktiska i arbetet är den cylindriska ytan, som både smulas sönder och vänder på jorden, och som även klarar av både torr och våt jord.
För att göra en plog hemma med dina egna händer måste du ha:
- rullar,
- bulgariska
- gasskärare,
- fästelement,
- Mätinstrument,
- Hammare,
- Svetsmaskin,
- Sax för att skära metall.
Innan arbetet påbörjas rekommenderas det att rita eller rita upp en ritning eller ett diagram, eller hitta en färdig version på Internet. Detta gör att du kan visualisera arbetets framsteg, platsen för alla delar och fästelement.
Det enklaste alternativet att göra. En ensidig anordning kan göras i ett stycke, i form av en enda kropp, eller hopfällbar. Den hopfällbara versionen är bekväm genom att den låter dig ta bort plogbillen för slipning. Plogbillen kan bytas ut mot en skiva från en cirkulär platta. Dumpningen sker vanligtvis på två sätt. Den första av dessa kräver användning av ett rörsnitt, cirka fem millimeter tjockt och femtio centimeter i diameter.
Ett arbetsstycke skärs ut ur snittet och med hjälp av en vinkelslip bringas det till önskad storlek. Den andra metoden för att tillverka ett blad innebär närvaron av en stålplåt fyra millimeter tjock, eller en cylinder med samma väggtjocklek, men ett tvärsnitt på cirka 50 cm. Med hjälp av en svetsmaskin eller metallsax skärs en form ut och böjd i form av en cylinder. Om det finns avvikelser från de nödvändiga dimensionerna kan du använda en hammare för förfining.
Alla ritningar innehåller sex beståndsdelar:
- Metallskiva eller plogbill
- Grunden,
- distansplatta,
- sidosköld,
- Kapa rör för skölden,
- Fältarbetstavla.
Plogbillen installeras vanligtvis med en plåt av metall och flera kilar avfasade i en vinkel på tjugofem grader. De är fixerade genom tvåpunktssvetsning, och de ansluter även stativet och sidoskyddet. Det är önskvärt att göra skölden en centimeter högre än plogbillens nedre kant, medan sköldens kanter ska överlappa bladets kant med fem eller sex millimeter.
Plogbillen med bladet fästs genom svetsning så att de blir en helhet, utan mellanrum och ojämnheter. Vinkeln som bildas mellan dem bör inte överstiga sju grader. En svetsad plogbill och ett blad är fästa på sidostödet, och själva stativet svetsas först till basen och sedan till distansplattan. I slutet svetsas hörnen på plogbillen fast i basen. Alla spår av svetsning och sömmar rengörs, och bladet med en plogbill poleras.
Denna typ är mer effektiv för att plöja stora landområden. För tillverkning krävs en kraftig stålram, gjord av en rund eller rektangulär profil, minst två millimeter tjock. Ramstorleken beror på antalet arbetsdelar som krävs och manöverelementet. I arbetskroppen måste plogbillen placeras underifrån, eftersom dess roll är att flytta ett lager jord till soptippen. Soptippen vänder jorden, skär och skiftar och bildar en fåra.
Stället är nödvändigt för att fästa arbetsredskap på ramen och hålla kniven. Flera justerbara hål är gjorda i den, vilket gör att du kan ändra plöjningsdjupet.Vanligtvis svetsas stativet från en metallplatta, minst en centimeter tjock, och fästs i ramen med bultar.
Ramen med alla arbetsredskap är fastsatt på en minitraktor eller gå-bakom traktor med en hemmagjord dragstång eller drag. Dragstången ska ha ett handtag och vara rak eller V-formad. Det andra formalternativet är mer effektivt eftersom det gör plogen mycket mer stabil. För större stabilitet och rak rörelse kan även fälthjul installeras. De är fästa på ramen med ett justerbart fäste.
För att montera plogen med dina egna händer måste du följa en mycket viktig regel: alla delar av enheten punktsvetsas först, och endast när alla delar är på plats och korrekt fästa - den sista. Det är lätt att kontrollera kvaliteten på utförande - för detta måste bladet med andelen tas bort och själva plogen måste placeras på bordet. Tryck hårt på plogen och kontrollera att bordsytan sammanfaller med glidytans horisontella yta. Om det inte finns några avvikelser görs allt korrekt.
Du kan också identifiera en bra konstruktion genom följande funktioner:
- Den vassa kanten på plogbillen är placerad två centimeter under släden,
- Plogbillen med bladet sticker inte ut mer än en centimeter utanför slädans vertikala kant,
- Det finns inget mellanrum mellan släden och bladet.
De monterar en hemmagjord anordning på en bakomgående traktor bredvid plöjningsområdet. De börjar med montering av stålhjul - de förhindrar att den bakomgående traktorn glider i jorden. Nästa steg: fäst plogen, men linda inte alla fästmuttrar helt. Med deras hjälp kommer apparaten att justeras, som börjar på ett speciellt stativ. Stativets höjd ska vara lika med plöjningsdjupet. Efter montering och kontroll av infästningen av alla noder placeras plogen på marken.
Testet av arbetets kvalitet utförs vid plöjning i tre fåror.
Detta är tillräckligt för att mäta djup och kontrollera omvända sömmar. Om fårorna går in i varandra, eller avståndet mellan dem är mer än tio centimeter, är det nödvändigt att justera alla komponenter igen.
















