I detalj: gör-det-själv-aluminiumbåtreparation från en riktig mästare för sajten my.housecope.com.
Vyksa, Nizhny Novgorod-regionen
Reparation av duraluminhöljet.
Spår av korrosion avlägsnas med styva hårborstar och vid behov med smärgelduk med m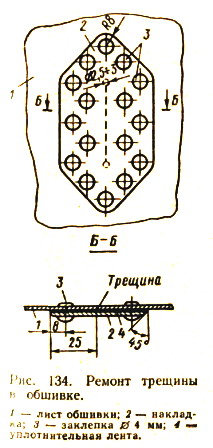
aslom. Rengjorda områden torkas av med B-70 bensin och efter 15 minuters exponering - med en trasa indränkt i aceton. Sedan grundmålas den rena metallen två gånger och målas.
Defekta nitar måste borras ur (istället för att kapas av med mejsel). För att göra detta måste du först slå mitten på inteckningshuvudet, sedan med en borr (bottenmeter lika med diametern på nitstången) borra ett hål till ett djup som är lika med höjden på inteckningshuvudet; efter det bryts huvudet lätt av, och resten av niten slås ut med ett skägg.
Repor på ark med ett djup på högst 0,2 mm, såväl som de minsta hackarna (utan sprickor), det räcker med att rengöra med sandpapper och återställa den skyddande färgen.
Djupa bucklor rätas ut efter uppvärmning av det skadade området av huden och uppsättningen av fyrkanter som förstärker den till en temperatur på 600-700 ° C. En blåslampa eller en gasbrännare används för uppvärmning. Efter kylning i luft blir metallen duktil, och den deformerade delen kan rätas ut utan rädsla för att den ska spricka. Kritiska delar av skrovet, såsom bottenskivor, ramar och bottenribbor, måste efter uträtning värmas upp igen och sedan kylas med vatten.
När en spricka upptäcks begränsas dess utbredning genom att borra hål med en diameter på 2,5–3 mm i ändarna. Sedan
(inifrån kroppen) placeras ett överlägg av samma metall som den del som repareras. Överdraget ska täcka sprickan med 20-25 mm från alla sidor. Innan du sätter nitarna under fodret är det nödvändigt att lägga en tätningstejp (Fig. 134). 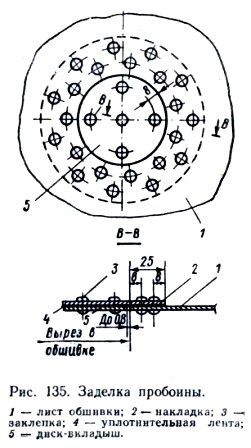
| Video (klicka för att spela). |
Små (upp till 70 mm i storlek) hål i huden tätas med foder från insidan av skrovet och liners (Bild 135). Diametern på fodret bör vara 50-60 mm större än utskärningens diameter för att ge överlappningen längs hela omkretsen, vilket är nödvändigt för nitning med en dubbelrad förskjuten söm med en nitstigning på 15-20 mm . En rund insats-insats placeras i utskärningen i jämnhöjd med huden så att gapet mellan insatsen och kanten på utskärningen inte överstiger 1 mm. Fodret är nitat med överlägget med en enradssöm med en stigning på 20 mm.
Större hål tätas på samma sätt, men fodret från insidan av kroppen görs inte solid, utan ringformigt - med en innerdiameter på 50-60 mm mindre än fodrets diameter.
Med betydande skada på huden är det nödvändigt att byta ut hela arket eller det mesta. När du byter ut en del av plåten är det bättre att placera ytterligare fogar på ramarna. Gör storleken på överlappningen och alla andra delar av anslutningen samma som vid närmaste skarv (se även tips 148).
Vid skador på delarna av den tvärgående eller längsgående uppsättningen (genom sprickor, brott), läggs dubbla rutor över de reparerade sektionerna. När du byter ut en del av en del (till exempel en stringer) installeras en liner som monteras på båda ändarna av de återstående delarna av delarna så tätt som möjligt (gapet bör inte överstiga 0,2 mm) och ansluts till dem med korta rumpplattor (Bild 136).
Efter reparation av huden är det nödvändigt att kontrollera vattenmotståndet hos nitfogarna med fotogen.
Här är lite allmän information om kallnitning för hand.
Det finns direkta och omvända metoder för nitning; vid den första appliceras slag med en hammare från sidan av stängningen, d.v.s. nitat huvud, vid den andra - från sidan av inteckningshuvudet.Den omvända metoden används när det till exempel är obekvämt att slå från insidan av kroppen (som regel placeras nitar från utsidan).
Vid nitning används följande verktyg (Bild 137):
dorn 1 - en stålstång skärpt till en kon, med dess hjälp kombineras hål vid montering av delar;
Stöd 2 - en massiv stål- eller gjutjärnsstång, som tjänar till att pressa inteckningshuvudet i processen att nita på ett direkt sätt;
hölje 3- en stålstång med ett hål (i mitten), vars diameter är 0,5-1,0 mm större än nitens diameter; används för att täta delarna som ska fogas runt nitaxeln 4;
crimp 5 - stålstång med ett hål i form av stängningshuvudet; slå smeden med en handbroms, nita den utskjutande änden av nitstången.
Det är bättre att använda nitar gjorda av AMg-5 eller AMts-legeringar vid reparation av höljen gjorda av aluminium-magnesiumlegering, och nitar gjorda av legering B65 för höljen gjorda av duraluminium.
Nitningen av uppsättningen till huden görs vanligtvis med en enrads kedjesöm; vattentäta leder av huden - två- och trerads förskjutna stadigt täta sömmar.
Detaljer kan sammanfogas i knä eller rumpa på ensidiga eller tvåsidiga foderlister.
Nitdiameter d kan tas lika med två gånger tjockleken på det material av vilket delarna som ska sammanfogas är gjorda. Vid nitning av delar av olika tjocklek beaktas den mindre; om skillnaden i tjocklek är signifikant (2 mm eller mer), bestäms nitens diameter av formeln d=2 (roten av S ), där S är den totala tjockleken av arken. Den senare bör inte överstiga 4 d.
Nitstångens längd ska vara lika med den totala tjockleken på plåtarna som ska nitas, adderat till värdet R, nödvändigt för bildandet av stängningshuvudet; för runt huvud P = 1,5 d, konisk - 1,3 d, halvhemlig - 1,1 d, försänkt - 0,9 d.
Distans MED mellan rader av nitar, som bestämmer fogens hållfasthet och täthet, antas vara 2–5 d beroende på fogtyp (t.ex. för fogar av mantelplåtar bör avståndet mellan raderna vara -3 d).
Steg t, dvs avståndet mellan mitten av intilliggande nitar i samma rad, för täta sömmar bör tas från 3 till 5 d (och för andra anslutningar - från 8 till 10 d. Avståndet för mitten av niten från kanten av arket, profilen eller lappremsan tas lika med 1, åtta-2 d.
Nithål borras noggrant med en hand- eller elektrisk borr. Håldiameter d rep bör vara något större än nitarnas diameter:
Bo för inbäddade huvuden av blinda och halvblinda nitar är försänkta i en vinkel på 90 °. Djupet på uttagen för det försänkta huvudet med den omvända nitmetoden ska vara 0,1 mm mindre än nithuvudets höjd, och med den direkta metoden ska det vara lika med huvudets höjd.
Innan nitning monteras delarna på monteringsbultar, installerade vart 10-12 hål. Nitningen utförs från mitten av sömmen till kanterna; i slutet tas monteringsbultarna bort och ersätter dem med nitar.
Nitningsprocessen på ett direkt sätt utförs enligt följande: ett stöd installeras under insatshuvudet på niten som är införd i hålet, ett hölje sätts på nitstången, sedan tätas fogen med flera hammarslag, varefter stängningshuvudet bildas genom att man slår med en hammare på nitstången som sticker ut från fogen. Vid behov formas stängningshuvudet genom krympning.
En aluminiumbåt, som alla andra, kräver en noggrann inspektion och vid behov reparationer.
Det är inte alltid möjligt att anförtro reparationer till en specialist, ofta repareras båtar av sina egna händer.
Efter noggrann inspektion av en aluminiumbåt bör du förstå vilken typ av reparation som behövs.
De börjar inspektionen från botten av båten, för detta vänder de den. Du måste leta efter sprickor, rostiga ställen, tappade eller lösa nitar.
Båtens akterspegel upplever den största belastningen under drift, särskild uppmärksamhet ägnas åt den. 
Naturligtvis är olika sammanbrott möjliga, men i artikeln överväger jag bara de som bara är inneboende i båtar gjorda av aluminium och dess legeringar.
En av de vanligaste skadorna på en aluminiumbåt är korrosion. Sprickor gömmer sig ofta under korrosionsfläckar. Om du inte bekämpar det, bildas som ett resultat ett hål i botten.
För att bestämma skadans djup är det bäst att rengöra botten av båten med en kvarn. Rengör till metall. 
Efter grov rengöring är det nödvändigt att slipa med sandpapper och vid behov ta bort den gamla färgen med en speciell borttagningsmedel. Avfetta sedan, grundmåla och måla.
En hammare hjälper till att bestämma nitarnas tillförlitlighet när du inspekterar båten. Det kommer att vara nödvändigt att knacka på varje nit, om den skramlar och vacklar, kommer det att krävas byte.
Om hål har utvecklats, bör en nit med större diameter placeras på denna plats.
Nitar som är närmare motorn misslyckas oftast, de är mest mottagliga för vibrationer. 
Nästa steg är att täta sprickorna. Sprickor på båten bildas oftast vid en kollision, till exempel när man råkar snubbla på en drivved. Sprickor är imponerande och mycket små.
De minsta sprickorna kan repareras genom lödning av en tenn-blylegering med tillsats av zink.
När man arbetar med aluminium och legeringar uppstår problemet med förtenning, oxidfilmen stör. Det finns flera sätt att löda aluminium, till exempel kan du använda en alkalisk vattenfri olja, som pistololja. Innan lödning, rengör ytorna, fukta med olja, ta sedan bort filmen med en lödkolv och löd. Flux används också, applicerar det på lodet.
Det enda sättet att reparera hål och stora sprickor i en aluminiumbåt är att lappa till den.
Lappar kan nitas eller svetsas.
Svetsning, i allmänhet, används bäst i undantagsfall när det av någon anledning är omöjligt att nita.
Alla aluminiumlegeringar tål inte svetsning, ofta går båtskrovet sönder nära svetsen. Medveten om detta är erfarna svetsare vanligtvis ovilliga att ta sig an denna verksamhet.
Men ändå används svetsning för reparationer. Därför, om du lagar mat, måste du göra detta på båda sidor och bara tunna ark. 
Om du inte är en professionell svetsare måste du transportera båten till verkstaden. Svetsa aluminiumbåtar med argon.
Plåstret placeras på insidan av båten. För att det ska vara starkt är det nödvändigt att följa alla nitningsregler.
Storleken på plåstret ska motsvara storleken på sprickan.
Materialet som du gör plåstret av ska vara exakt detsamma som på din båt. 
Om aluminium kombineras med en annan metall kommer ett galvaniskt par att skapas. Detta innebär att galvanisk korrosion kommer att uppstå i korsningen, vilket snabbt kommer att förstöra aluminium eller dess legering.
Av samma anledning rekommenderas det inte att använda en metallborste för att rengöra höljet.
Det är nödvändigt att observera följande sekvens när du installerar en patch med en nit:
Vissa försöker stänga små sprickor med kallsvetsning eller glasfiber, detta är slöseri med tid. Sådana reparationer är opraktiska, allt detta kommer snabbt att falla av under drift.
Efter reparation ska båten målas med en specialfärg.
Folkomen: Den största fångsten kommer från unga och oerfarna fiskare!
Blagoveshchenka
Senaste inloggning:
23.07.2018 12:50:18
Barnaul
Senaste inloggning:
27.01.2015 16:20:46
Barnaul
Senaste inloggning:
03.06.2018 20:25:41
Jag har gång på gång sett hur de limmar hål på Kazankas osv.
bara en trasa, indränkt i epoxi - och bams till rätt ställe.
behåller - i decennier, du kan inte välja bort det - du kan inte välja det))))
Barnaul,
Senaste inloggning:
30.12.2014 17:51:03
Jag har gång på gång sett hur de limmar hål på Kazankas osv.
bara en trasa, indränkt i epoxi - och bams till rätt ställe.
behåller - i decennier, du kan inte välja bort det - du kan inte välja det))))
Rubtsovsk
Senaste inloggning:
06.10.2017 01:04:15
Blagoveshchenka
Senaste inloggning:
23.07.2018 12:50:18
Rubtsovsk
Senaste inloggning:
07.01.2018 17:34:41
Barnaul,
Senaste inloggning:
30.12.2014 17:51:03
Rubtsovsk
Senaste inloggning:
07.01.2018 17:34:41
Barnaul
Senaste inloggning:
27.01.2015 16:20:46
I allmänhet, mitt råd till dig, vänd den i färgen mötte och köp ett elastiskt band eller PVC! Det finns både ironi och viss sanning i detta. Som jag förstår det har du ännu inte sett den i aktion (på vattnet), men av min erfarenhet ska jag säga en sak! På vattnet beter hon sig nyckfullt, och strävar efter att vända sig, flötena är på hennes sidor och är fästa så att det är lättare att fånga henne från vattnet, och så vidare och så vidare, det är tungt och obekvämt att bära och transport. I allmänhet, se själv, mästare mästare!
Och istället för nitar måste du sätta skruvar, så att nästa gång blir det lättare att byta material.
Rubtsovsk
Senaste inloggning:
07.01.2018 17:34:41
Barnaul
Senaste inloggning:
27.01.2015 16:20:46
Amors köl är sliten till hål))))))))))
men Grigory och Radik kom igång.
vinst på 10 valstråd precis lagom.
kommer att fungera i många år till.
Filkommentar: Ramarna är böjda med is.
P22-04-15_19.04.jpg [ 454,19 KB | Visningar: 9757 ]
Amors köl är sliten till hål))))))))))
men Grigory och Radik kom igång.
vinst på 10 valstråd precis lagom.
kommer att fungera i många år till.
Tidszon: UTC + 6 timmar
Användare som surfar på detta forum: inga registrerade användare och gäster: 3
Allt material som publiceras på detta forum är upphovsrättsskyddat och får endast kopieras med tillstånd från administrationen av den regionala offentliga organisationen "Federation of Powerboating and Sports Tourism of Bashkortostan"
(c) 2013-2016 Alla rättigheter tillhör Federation of Powerboating and Sports Tourism of Bashkortostan
Voronezh fiskeklubb> → Båtar, motorer, tillbehör → Aluminiumbåtar (pannor) frågor om drift, reparation och trimning
Sidor 1 2 3 … 6 nästa
För att skicka ett svar måste du logga in eller registrera dig.
- Professor
- Stamkund
- På forumet
- Var: VORONEZH
- Registrerad: 2010-06-01
- Inlägg: 5,145
- Tackade: 21959
- Per meddelande: 26
Kul att starta en ny tråd! Så jag blev keramiker! Snarare formellt har jag varit det länge - den gamla kitteln av den första modellen (då gjorde man den fortfarande utan boule) låg på landet i cirka 15 år och väntade i kulisserna. Tänk så att säga skrivna. Och till sist nådde mina händer henne - två veckors arbete på kvällar och helger, och båten fick ett andra liv. Jag ville göra en båt inte bara för att fiska, utan för själen, bara för att åka för ditt eget nöje. Idén blev nästan 100% framgångsrik, vilket jag vill prata om.
Så, i ett nötskal! Båten drogs ut till en plats som var bekväm för arbete, rensades från grenar och skräp, den första inspektionen genomfördes, vilket avslöjade en massa problem, av vilka jag inte visste existensen av många, annars hade jag förmodligen inte nått reparationen i ytterligare 10 år .... men när man väl bestämt sig för att göra det finns det ingenstans att dra sig tillbaka.
Hittade sjukdomar:
1. hål i brädan,
2. ruttet årlås,
3. trasig akterspegel,
4. plåstret på undersidan måste bytas ut,
5. I aktern ruttnade två skal.
6. bänkarnas fästen lossnade,
7. ruttnade tre ramar på insidan av botten,
8. huven från konstant gång var täckt med breda sprickor, nådde metallbrott och bucklor, den inre förstärkningen av huven föll av,
9. Avloppsventilen sur, fästelementen ruttnade.
10. höger akter flyttank är ruttet.
Tillståndet är bedrövligt, men ögonen är rädda, men händerna gör det.
Jag vet inte hur man nitar duralumin och jag vill inte, så den huvudsakliga reparationsmetoden valdes för att dras åt med rostfria stålbultar med tätningsmedel.
Akterspegeln ersattes med tjockt gummi, en förstärkningsdyna gjord av ett tjockt ark av duraluminium installerades på akterspegeln, hålen lappades, årlåset och ramarna byttes ut, ett duraluminfoder gjordes och skruvades fast på huven, gammal färg togs bort, skrovet rengjordes, bogfackets dörr rätades ut, ventilen ersattes med en halvtums kulventilskran, bänkfästen är förstärkt, flyttanken lappad, sömmarna är insmorda med tätningsmedel.
Bestämde mig för att måla i två färger: vit botten, röd topp, vit sittbrunn och akter.
Spackla, grundmåla, måla, lacka....fyra dagars arbete – och båten har redan fått ett vackert utseende.
Därefter installerade jag bänkar, ett lackat plywoodgolv.
Sedan dekorationer och leksaker: en luftfläkt på huven, en halogenstrålkastare från UAZ, 12-voltsuttag i sittbrunnen som inbyggda strömkontakter, ett batteri i fören och sista handen - installation av en spänningsregulator på motorn (Grop 15) och anslut en generator, gummi en matta på näsan för ett bekvämt inträde i sittbrunnen, fyll sidorna med skum - nöjesyachten "YALTA" är klar!
När det gäller tid tog allt två veckor, i form av pengar - 18-20 tusen (jag räknade inte mer exakt). Baserat på resultaten från sjöförsök kommer jag att avsluta prenumerationen om en vecka eller två.
Eller logga in via någon av dessa tjänster

Kommentarer kan endast skickas av registrerade användare
Registrera ett nytt konto i vår community. Det här är inte svårt!
Ingen registrerad användare tittar på denna sida.




pag102 8 oktober 2012
 pag102 8 oktober 2012
pag102 8 oktober 2012 pag102 12 oktober 2012
Finns det verkligen inga människor som arbetar med polymerer ((
Det var affärer. Två stora invändningar - 1. vidhäftning 2 temperatur jfr. förlängningar.
Håller definitivt.
15 oktober 2012
Kan det repareras med moderna polymermaterial?
Vid reparation av AL-karosser av vissa bilmärken används i stor utsträckning limning med epoxiföreningar och en hemlig vätska, vilket ökar vidhäftningen till metall, praktiskt taget utan att strippa den.
Men om du rengör det grovt, men till en glans av AL och omedelbart applicerar blandningen, då provade jag själv och jag har limmad kanten på luckan från AD-31 på glasfiber. Jag har gått på luckan med fötterna i flera år, och kopplingen håller i sig.
Varför provar du inte det på en provplatta?
15 oktober 2012
VASYA2011 15 oktober 2012
 VASYA2011 15 oktober 2012
VASYA2011 15 oktober 2012det handlade om att nita en importerad båt efter nedslaget. jäkla flöde.
Har du något pneumatiskt verktyg?
Hammaren måste vara mycket lättare än stativet på baksidan, annars går intilliggande skarvar sönder. Det finns pneumatiska hammare, de behöver luft på cirka 6 kg / cm2 med en anständig flödeshastighet.
Inlägget har redigeratsTribun: 15 oktober 2012 - 12:05
15 oktober 2012
VASYA2011 15 oktober 2012
Hammaren ska vara mycket lättare än stativet.
Och nitar, om duraluminium, måste "släppas" innan
installation och tiokoltejp användes för försegling, nu finns det en hel del tätningsmastik.
Ryttare 15 oktober 2012
 Ryttare 15 oktober 2012
Ryttare 15 oktober 2012"Behandla som med liknande" (c) Enligt min erfarenhet vidhäftar polymerer inte till Al-legeringar. Stålkölen på Al Amur orsakade också förvirring. Använd inte svetsning heller - intilliggande nitar kommer att lossna och tätningen bränns ut.
Nit.
stålkölen på hans första Amur blev också förvånad över att hitta
Det var affärer. Två stora invändningar - 1. vidhäftning 2 temperatur jfr. förlängningar.
Definitivt nit.
lim
lim har använts inom flygindustrin sedan urminnes tider, och det fanns inga "Cupids" heller.
på det första passagerarjetplanet "Comets" limmades metallbeklädnaden av vingen och flygkroppen. Strukturerna i Concorde-flygplanet, gjorda av aluminiumlegering och designade för en livslängd på tusentals flygtimmar, är sammankopplade med ett epoxibaserat lim. Skillnaderna i temperatur och belastning måste antas att det inte finns några båtar. Luftvärdighetsnormer finns tydligen också.
Du kan förmodligen hitta något användbart i "manualerna" för att reparera stridsskador på flygplan i fält.
Det här inlägget har redigerats av Rider: 15 oktober 2012 – 15:26
Ryttare 15 oktober 2012
..Du kan förmodligen hitta något användbart i "manualerna" för att reparera stridsskador på flygplan i fält.
i nästa gren är "manual" för att reparera stridsskador och skydda nitade skrov med glasfiber redan skriven
5
nitar skulle förmodligen lämna med nöje
SanychSan 15 oktober 2012
 SanychSan 15 oktober 2012
SanychSan 15 oktober 2012Vi har inte många sådana specialister. det handlade om att nita en importerad båt efter nedslaget. jäkla flöde. Och en relaterad fråga. Hur ska denna procedur genomföras? om nitar som hittad information 2 typer används.och vad har fastnat? Har du något pneumatiskt verktyg? där är hämnden smal, du kan inte krypa inifrån
Allt detta nitas med metoden för omvänd nitning. De knackar på huvudet, genom dornen eller med en pneumatisk hammare (KP-14 = upp till 4 mm och KP-24 med 5 ki). Innerstöd (t.ex. med en profilform på 2,5 kg eller mindre, om du inte tycker synd om dina händer). Jag rekommenderar att du hittar en nitare på flygplatsen.
Allt detta nitas med metoden för omvänd nitning. De knackar på huvudet, genom dornen eller med en pneumatisk hammare (KP-14 = upp till 4 mm och KP-24 med 5 ki). Innerstöd (t.ex. med en profilform på 2,5 kg eller mindre, om du inte tycker synd om dina händer). Jag rekommenderar att du hittar en nitare på flygplatsen.
Omvänd nitning är en sofistikering, jag lyckades inte. I sådana fall vände jag helt enkelt på niten (eller bytte till ett annat huvud) och nitade på andra sidan. Även med en pistol ska det inte vara för mycket, för kraftfull kräver en tung dorn, du kan inte halka den överallt och den är redan svår att hålla.
Men allt kommer med erfarenhet. Om händerna inte är sneda, bry dig inte om var de växer
SanychSan 16 oktober 2012
Omvänd nitning är en sofistikering, jag lyckades inte. I sådana fall vände jag helt enkelt på niten (eller bytte till ett annat huvud) och nitade på andra sidan. Även med en pistol ska det inte vara för mycket, för kraftfull kräver en tung dorn, du kan inte halka den överallt och den är redan svår att hålla.
Men allt kommer med erfarenhet. Om händerna inte är sneda, bry dig inte om var de växer
Erfarenhet 19 år. Riveter av den 5:e kategorin på flygplatsen i Nizhnevartovsk.
Kanske explosiv nada?
"I vissa fall används speciella typer av nitar - explosiva (AN-1504).
Explosiva nitar har en fördjupning (kammare) i den fria änden av stången fylld med sprängämne, som skyddas från inträngning av atmosfärisk fukt av ett lager lack. Explosiva nitar är gjorda med en diameter på 3,5; 4; 5 och 6 mm från D18P-tråd. Längden på staven av explosiva nitar är från 6 till 20 mm, tjockleken på det nitade paketet är från 1,6–2,5 till 14,1–15 mm.
Nitningsprocessen med explosiva nitar skiljer sig från konventionell nitning. Här används en elvärmare som nitverktyg.
Nitning med sprängnitar är att en nit förs in i hålet, vid den fria änden av vars stång det finns en kammare fylld med sprängämne. Med ett lätt hammarslag (i kallt tillstånd) rubbas niten. Sedan placeras spetsen av en elektrisk värmare 1 på det inbäddade huvudet. Inom 2–3 s värms niten upp, och vid en temperatur på 130–160 ° C exploderar laddningen, medan änden av stången expanderar kraftigt. och bildar ett slutande huvud."
Här
Inlägget har redigerats av Alessandro: 16 oktober 2012 – 14:00
SanychSan 16 oktober 2012
Kanske explosiv nada?
"I vissa fall används speciella typer av nitar - explosiva (AN-1504).
Explosiva nitar har en fördjupning (kammare) i den fria änden av stången fylld med sprängämne, som skyddas från inträngning av atmosfärisk fukt av ett lager lack. Explosiva nitar är gjorda med en diameter på 3,5; 4; 5 och 6 mm från D18P-tråd. Längden på staven av explosiva nitar är från 6 till 20 mm, tjockleken på det nitade paketet är från 1,6–2,5 till 14,1–15 mm.
Nitningsprocessen med explosiva nitar skiljer sig från konventionell nitning. Här används en elvärmare som nitverktyg.
Nitning med sprängnitar är att en nit förs in i hålet, vid den fria änden av vars stång det finns en kammare fylld med sprängämne. Med ett lätt hammarslag (i kallt tillstånd) rubbas niten. Sedan placeras spetsen av en elektrisk värmare 1 på det inbäddade huvudet. Inom 2–3 s värms niten upp, och vid en temperatur på 130–160 ° C exploderar laddningen, medan änden av stången expanderar kraftigt. och bildar ett slutande huvud."

Glasfiberbåten har vunnit popularitet för sin hållbarhet och pålitlighet. Glasfiber har ett antal betydande fördelar jämfört med andra material. Du kan montera fartyget snabbt och utan mycket kostnad.En gör-det-själv glasfiberbåt är ett budget och värdigt alternativ för fisketurer.
Det lilla plastfartyget är främst avsett för fiske. Den kan också användas för vattenturism, sportaktiviteter. Driftförhållanden för båten på vattnet: våg högst 60 cm hög, vindstyrka - upp till 4 poäng på en tiogradig skala. En glasfiberbåt är ett bra alternativ till uppblåsbara båtar.
Glasfiber är det enda materialet som gör att du själv kan skapa en form av vilken komplexitet som helst. Oberoende design av botten gör det möjligt att utrusta den med redans av vilken konfiguration som helst. Du kan uppnå maximal effektivitet av fartygets körprestanda genom att placera redansen på de mest lämpliga platserna. Dessutom kommer designen av en hemgjord båt att vara en återspegling av ägarens karaktär.

Det finns en metod att göra en hemmagjord båt av plywood och glasfiber, när plast endast används för ytterbeklädnaden av båten. Men denna teknik motiverar inte sig själv. Lagret av plywood som ligger under plasten får snabbt fukt, vilket ökar kärlets vikt. Det sker en snabb förstörelse av plywood på grund av mikroorganismernas verkan och delamineringsprocessen, för när det gäller styrka är plywood mycket sämre än plast.
Hur man gör en båt Genom att noggrant följa alla regler kommer även en nybörjare att kunna slutföra denna uppgift. Den tekniska processen är enkel och kostnadseffektiv. Fartygets skrov skapas med hjälp av ett förstärkande fyllmedel impregnerat med en polymerkomposition.
Råvaror som används som förstärkande fyllmedel vid tillverkningen av ramen:
- skrovbas, sidor - roving glasfiber TP-07, TP-03, TP-056;
- lokal förstärkning av enskilda sektioner - strukturell glasfiber T-11, T-13.
Glasfiber är av olika slag beroende på typ av vävning, storleken på trådarna. Välj i princip "sned" eller satinväv. Trådarna måste vara tvinnade. Materialet säljs i form av ark, rullar, tejper.

Glasfiber säljs impregnerat med en fet sammansättning. För att tyget ska bli bättre impregnerat med bindemedel bör smörjmedlet avlägsnas med bensin, lacknafta eller aceton. Det fettfria tyget torkas i ca 2-4 timmar i luft.
Harts behövs för att limma förstärkningsmaterialet. Det finns tre typer av hartser som används inom varvsindustrin: epoxi, vinylester och polyester. De viktigaste egenskaperna hos hartser i konstruktionen av en glasfiberbåt från alla typer av fiber är vidhäftning och impregnering.
Ett billigt alternativ är att använda polyesterharts, vilket gör att du kan skapa ett solidt glasfiberelement i en operation. TM Ashland harts kan användas. För att skapa en dekorativ, med skyddande egenskaper hos beläggningen av kroppen, behöver du en gelcoat. Du behöver också plywood med en tjocklek på minst 1,2 cm, som har fuktbeständighet.
Att göra en båt är omöjligt utan en kompetent ritning. Designen av den framtida vattenskotern kan utföras med hjälp av AutoCAD-programmet. Först skapas en 3D-modell, sedan ramdiagram, mönster. Färdiga ritningar tas på specialiserade webbplatser, på Internet. Nu kan du börja göra en glasfiberbåt med dina egna händer.


















