I detalj: gör-det-själv-reparation av ett kolvpar från en riktig mästare för sajten my.housecope.com.
Användning: restaurering av slitna ytor på precisionsdelar, såsom kolvpar av högtrycksbränslepumpar. Kärnan i uppfinningen: lagerytor är utformade på en sliten kolv i form av cylindriska remmar som är jämnt fördelade längs kolvens axel och slutna remsor längs omkretsen av de avskurna spåren. Bredden på remsorna och bältena väljs inom 3-4 mm med deras totala yta på 46-56% av kolvytan. De stödjande ytorna bildas genom elektroerosiv avsättning av en tvåskiktsbeläggning med plastisk deformation av ytan på det första beläggningsskiktet, till exempel slitstark från VK 8, innan applicering av det andra skiktet av antifriktionsmaterial, till exempel, utfört med en koppar-grafitelektrod, efter beläggning, lappas kolven i en gjutjärnsöverlappning med tillsats av slippastor. Det återställda paret används istället för det nya. 1 sjuk.
Uppfinningen avser ett förfarande för elektroerosiv restaurering av slitna ytor på precisionsdelar och kan användas vid mekanik och reparation av maskiner för restaurering av kolvpar av högtrycksbränslepumpar (HPFP).
En känd metod för att återställa arbetsprofilen för delar som arbetar under förhållanden med ojämnt slitage, enligt vilken ett skyddsskikt preliminärt appliceras på arbetsytan av profilen av delarna, vars tjocklek är gränsen för det valda elektroerosiva läget ( ed.st. CCCP N 698746, klass B 23 H 9/00, 1979).
Nackdelen med det kända förfarandet är att den begränsande skikttjockleken för den valda elektroerosiva moden kännetecknas av en koncentration av defekter och kvarvarande dragspänningar, vilket är oönskat vid parning av delar av precisionspar.
| Video (klicka för att spela). |
Närmast den föreslagna tekniska lösningen är en metod för återvinning av kolvpar, inklusive bildandet av en lageryta på kolven i form av cylindriska remmar med antifriktionsbeläggning (red. St. N 1715864, C 21 D 1/78 1992).
Den kända metoden ger inte full återhämtning av livslängden och driftsparametrarna för kolvparet.
Uppfinningen är baserad på uppgiften att implementera en sådan metod som skulle öka resursen för kolvparet, intensifiera processen för inkörning av matchande ytor över tiden genom att förbättra kvaliteten på återhämtningen.
Problemet löses av det faktum att i metoden för att återställa ett kolvpar, vilket inkluderar bildandet av en lageryta på kolven i form av cylindriska band med applicering av en antifriktionsbeläggning, enligt uppfinningen, cylindriska band placeras jämnt längs kolvens axel och ytterligare lagerytor bildas i form av slutna remsor längs omkretsen av de avskurna spåren, medan bredden på remsorna och cylindriska bälten väljs inom 3-4 mm med deras totala område på 46-56% av kolvens yta, de stödjande ytorna bildas genom elektroerosionsavsättning av en tvåskiktsbeläggning med plastisk deformation av ytan på det första beläggningsskiktet innan applicering av den andra, antifriktion.
Fördelarna med den bifogade metoden är att appliceringen av det nedre beläggningsskiktet av slitstarkt material, och det övre skiktet av antifriktionsmaterial ger inte bara hög slitstyrka, utan också bra lappning och inkörning; ytplastbehandling av det undre skiktet före applicering av det övre skiktet säkerställer god vidhäftning av skiktet till substratet, förändring av inre dragspänningar till inre tryckspänningar och jämn fördelning av beläggningsskiktets tjocklek.
Beläggning i form av jämnt fördelade remsor och längs omkretsen av det avskurna spåret ger bildandet av mikrohåligheter, som i sitt syfte motsvarar labyrinttätningar.
Värdena för beläggningsarean inom 46-56 % av den totala återhämtningsarean med en beläggningsremsbredd på 3-4 mm bestäms av ytterligare experimentella studier och ger en tillräcklig storlek på stödytan och tätheten hos kolvparet .
Ritningen visar en allmän vy av kolvparaggregatet, återställt med den patentsökta metoden. Kolvpar inkluderar: kolv 1, kolvbussning 2, avskurna spår 3, axiellt hål i kolv 4, diametralt hål i kolv 5, inloppshål i bussning 6, bypass-hål i bussning 7, kolvens arbetsytabeläggning bestående av nedre slitage- resistent skikt 8 och övre antifriktionsskikt 9.
Ett exempel på en specifik implementering av metoden.
De slitna kolvarna på högtrycksbränslepumpar av KamAZ-740 dieselmotorer, gjorda av stål ShKh15, var belagda med en slitstark beläggning på platser ovanför det avskurna spåret, under det avskurna spåret, längs kanterna på avskärningsspår med en slitstark legeringselektrod av VK8-material i följande lägen: strömstyrka I 0,8A, strömfrekvens f 200 Hz, dopningstid 
= 1 min/cm 2 med bildandet av bredden på remsorna av beläggningen 3-4 mm och den totala ytan av den bildade beläggningen Fpokr. 46-56 % av kolvens restaureringsarea med ett enhetligt arrangemang av beläggningsremsor på ytan som ska restaureras.
Efter att beläggningen har applicerats behandlas ytorna på kolven som ska återställas med en speciell tre-valsrulle med en rullkraft på 100 kgf. Ombeläggningen av samma områden utförs med en antifriktionsdopande koppar-grafitelektrod i lägena I 1,2A, f 200 Hz,
\u003d 1 min/cm 2 ..
Efter att ha ökat ytterdiametern på kolven i sektionerna 8, 9, slipas den i ett gjutjärnsvarv med tillsats av slippasta, och sedan i samband med kolvhylsan 2 med slippasta. Därefter används det på detta sätt återställda kolvparet istället för ett nytt.
En studie för att bestämma beroendet av driftstidens varaktighet i timmar av ett återställt kolvpar samtidigt som man säkerställer en funktionell bränsletillförsel på bredden av remsan av den formade beläggningen utfördes på ett speciellt stativ STAR-12F för cyklisk bränsletillförsel med en livslängd på minst 2500 timmar Resultaten av studien indikerar att med bredden på den formade remsan ger beläggningar på 3 mm eller mer stabil drift. Begränsningen av den maximala beläggningsremsbredden på 4 mm bestäms av ekonomisk genomförbarhet.
En studie för att bestämma beroendet av driftstiden i timmar för ett återställt kolvpar samtidigt som en beläggningsremsbredd på 3-4 mm bibehålls och säkerställer en fungerande bränsletillförsel, beroende på förhållandet mellan den totala arean av den bildade beläggningen (Fcover) till kolvåtervinningsområdet (Fplung. ) utfördes på ett speciellt stativ STAR -12F för cyklisk bränsletillförsel samtidigt som man säkerställde en livslängd på minst 3000 h. Resultaten av studier av återställda kolvpar bestämde den längsta varaktigheten av drift av ett kolvpar med en total yta av den bildade beläggningen (Fcover) lika med 46-56% av kolvens återhämtningsarea (Fplunger) med en bredd formade beläggningsremsor på 3-4 mm med sin enhetliga placering på den återställda yta och överensstämmelse med resursen för ett nytt kolvpar.
En metod för att återställa ett kolvpar, i vilket bildandet av en lageryta på kolven i form av cylindriska band inkluderar applicering av en antifriktionsbeläggning, kännetecknad av att de cylindriska banden är jämnt fördelade längs kolvens axel och bildar ytterligare lagerytor i form av slutna remsor längs omkretsen av de avskurna spåren, medan bredden på remsorna och cylindriska remmarna väljs inom 3-4 mm med deras totala yta på 46 56% av kolvens yta , de stödjande ytorna bildas genom elektroerosionsavsättning av en tvåskiktsbeläggning med plastisk deformation av ytan på det första beläggningsskiktet före applicering av den andra, antifriktion.

Låt oss börja med det minsta, vad är en kolv? Kolven är en sorts kolv som är gjord i form av en cylinder, dess längd överstiger dess diameter. I dieselbilar och bränsleutrustning har de så kallade kolvparen blivit utbredda. Kolvparet består av en kolv och en hylsa.
Kolvparet är en av huvuddelarna i högtrycksbränslepumpen eller, kort sagt, högtrycksbränslepumpen. Högtrycksbränslepumpen noterar och levererar den nödvändiga delen bränsle vid rätt tidpunkt för motorn. Den levererar den även under ett visst tryck och matas in i motorcylindrarna. För att undvika läckage av bränsle vid högt tryck genom springan mellan hylsan och kolven är gapet mycket litet, endast 1-3 mikron. Kolvar och hylsor är gjorda av höghållfast stål härdat till hög hållfasthet, vilket resulterar i ett exakt högkvalitativt par delar som inte kan bytas separat.
För kolvpar är närvaron av vatten i dieselbränsle förödande, eftersom när det kommer in i spalten av precisionsdelar, bryts bränslefilmen som smörjer paret på gnidande ytor och kolven fungerar under en tid utan smörjning. Som ett resultat bildas de så kallade "greppen" på ytorna, vilket resulterar i att de kilas. Tja, själva inträngningen av vatten är känd varifrån, detta är lågkvalitativt dieselbränsle, och vatten bidrar också till korrosion av hylsan och kolven, vilket leder till omedelbar reparation av kolvarna.
Förutom vatten uppstår också problem ganska ofta som ett resultat av att mikroskopiska dammpartiklar kommer in i bränslet, det fungerar som ett slipverktyg och skadar även kolvparet i pumpen. På grund av inträngning av olika föroreningar i kolvparets mekanism, uppstår även störningar av pumpen och motorn i bilen, allt detta leder till reparation.
Kolvpar av högtrycksbränslepumpar är en högprecisionsmekanism och för att undvika dess fel är det nödvändigt att regelbundet diagnostisera kolvparet och använda högkvalitativt bränsle.
För att diagnostisera ett kolvpar av en högtrycksbränslepump är det nödvändigt att ha specialutrustning som gör att du kan kontrollera graden av slitage på ett kolvpar, och först då, om nödvändigt, ersätts det med en ny. eller återställd. Reparationen av ett kolvpar består i en fullständig återställning av de geometriska parametrarna för hylsan och själva kolven. Hylsan återställs genom mekanisk bearbetning. Kolven repareras genom att applicera slitstark hårdkrom på den. Självständigt i garage utan utrustning, d.v.s. på ett hantverksmässigt sätt är det omöjligt att reparera kolvar.
Registrera dig för ett konto. Det är enkelt!
Redan registrerad? Logga in här.

Hej kära forumanvändare!
Fråga/problem av detta slag.
Hyundai Terracan 2.9 crdi, kylvätskan gick, de körde bilen till servicen, det finns "specialister" (ärligt talat, staden är liten och specialister på
Vi har nästan inte Hyundai) de sa att läckan berodde på pumpen, de bytte ut pumpen, vi kör inte bil ofta, så först efter ett par månader
märkte att problemet inte är löst och kylvätskan försvinner fortfarande och man måste fylla på. De körde den till en annan service, de sa att läckan kommer från "främre motorkåpan" och det är nödvändigt att byta ut packningen, som "klämdes ut / sliten då och då", de rekommenderade att beställa ett kit och byta allt redan (eftersom, enligt dem, säljs en packning inte separat), med hänsyn till detta och det faktum att tjänsten inte vet om det är nödvändigt att ta bort motorn (de har inte gjort ett sådant arbete ännu), har jag följande frågor.
1. Behöver jag ta bort motorn för att byta denna packning, "under motorns främre kåpa" eller kan den bytas ut utan att ta bort den?
Om jag förstod rätt mästaren - som förklarade för mig, "stänger" hon liksom fönstren i kylsystemet och är antingen under eller runt pumpen. - (Jag köpte en bil med stöd, senast, så jag är svag i deras reparation och andra saker)
2. Går det att köpa och säljs en packning separat?
Eller ändå köpa ett kit och byta ut allt, eller ta ett kit och byta bara ett? - de rekommenderade att köpa originalsatsen, är den mycket bättre än den "icke-original"?
3.Som jag förstår det är det stor sannolikhet att den gamla pumpen är i sin ordning och är fullt funktionsduglig, kan jag på något sätt fastställa detta vid en visuell inspektion, eller bara fråga en specialist?
ps. Tack på förhand för svaren, om jag skapat ämnet på något sätt felaktigt, eller i fel avsnitt, ber jag om ursäkt till administrationen och, om möjligt, redigerar/flyttar till rätt.
ps2. På Internet, på begäran om ett lock, dök detta upp, eller hur?
För första gången jag skriver till forumet, vänligen svara med en förfrågan till den nya (ej erfarne) ägaren av Terrik och förlåt mig för att jag inte känner till den tekniska delen!
Problemet började med att värmen kom, jag hörde att det var ett nytt ljud bak i bilen (först syndade jag på gummit), det visade sig inte.
Jag kom till den officiella tjänsten, befälhavaren lyfte bilen och sa att för byte av axellager, som jag beställde med framgång via forumet (de vägrade att ersätta mig där, eftersom de inte kunde garantera kvaliteten på reparationen, sa att de redan hade brutit axelaxeln)
Antecknade för en ersättare på ett annat kontor. service, när de påbörjade arbetet visade det sig att det inte var axellager utan lagret på bakaxelns drivväxel (skaft), de vred kardan med händerna och kände ett lagerbrott.
Så jag vill fråga dig, har du stött på det här problemet och är du rätt på tjänsten?
Om ja, berätta för mig vad som ändras parallellt med skaftlagret (LSD-brygga), vilka är artikelnumren.
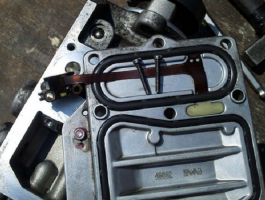
Bifogat är kolvmärkningen och packningsreparationssatsen för min 4JG2. Vänster spray. Mästarna sa att Surf, Deliki skulle passa mig. Det gick faktiskt inte så.
Ska själva axeln smörjas med goyapasta och pajas runt den?
Det finns 5 kolvar för denna motor i butiken. Jag fick rådet att ta med den gamla och hämta den. Den för delikatess, surf, bighorn 9600, sedan stigande 10800, 12000. Mina dyraste 14500 rubel. Från Japan bedömde de det enligt plattan (i en annan butik) - 9600 rubel. Men jag blev förvirrad när säljaren sa att de är likadana på alla 4JG2.
Vad är Goya Pasta? Döda kolven. Anförtro denna verksamhet till hantverkare med ett normalt stativ, jag rekommenderar inte att klättra själv. Det finns säkert inga hantverkare i Yuzhno-Sakhalinsk. Kolvpar säljs redan malda i rätt storlek - pastan kommer bara att öka gapet, trycket kommer att sjunka och ångan kommer att gå till papperskorgen. Till exempel, vid en brors tjänst, före montering, tvättas pumpen och ångan noggrant, alla gummiband och kopparbrickor i pumpen byts ut (ja, de är engångsbruk), packboxen, sedan "jagar" den monterade pumpen under en tid på stativet mäts trycket, start "bränsledos", justering görs osv. etc.
Och prislappen är cirka 7-10 rubel för allt. Jag körde bilen på morgonen, hämtade den på eftermiddagen - de kommer att ta bort / installera pumpen, byta kolven, justera den som ett urverk, om det behövs - byta kuggremmen, huvudpackningar, kontrollera injektorerna, byta ut sprutorna (i princip allt är för en extra avgift). Ett kolvpar ingår i dessa pengar (återvunnit med krom från en liknande pump och oavsett vad motståndarna till denna metod säger - jag åkte själv på det i 4 år och jag tänker inte ens på att klättra in i pumpen, för en månad sedan Jag bytte bara gummibanden, eftersom ringen på avtryckaren var utsliten och pumpen började läcka - 30 minuters drift).
PS: Det viktigaste är att byta filtret i tid och inte översvämma solariet av okänt ursprung.
Teknologisk process reparation av kolvpar kemisk nickelplätering inkluderar följande operationer:
- tvättning, kontroll och sortering av delar;
- mekanisk bearbetning av kolvar och hylsor;
- kemisk nickelplätering av kolvar;
- bearbetning av kolvar efter förlängning;
- urval och ömsesidig slipning av delar;
- kontroll och acceptans av ånga.
Tvätt, styrning och sortering av kolvpar. Kontroll och sortering av kolvpar består av en extern inspektion av delar och ett densitetstest. Särskild uppmärksamhet bör ägnas åt upptäckt av korrosion. Hittas spår av korrosion eller längsgående repor repareras delarna.Kolvpar med slät arbetsyta testas för densitet. Kolvpar, vars densitet är mindre än normen, demontera; kolvar och hylsor skickas för reparation.
Kolvbearbetning. För att ge arbetsytan den korrekta geometriska formen, samt för att ta bort slag och risker, utsätts delarna för mekanisk bearbetning (preliminär och efterbehandling). Preliminär lappning av kolvarnas arbetsyta med gjutjärnslappning utförs på en speciell efterbehandlingshuvud eller svarv.
Hylsbearbetning. Bearbetning av hylsor inkluderar följande operationer:
- preliminär lappning av hålet;
- fina lapphål;
- lappning av ändytan;
- styrning och sortering av delar i grupper.
Kemisk förnickling av kolvar. Ytorna på kolven som inte är föremål för kemisk nickelplätering täcks med ett tunt och kontinuerligt lager av PVC-lack och torkas i en ugn vid en temperatur på 30-40 ° C. För att säkerställa god vidhäftning av legeringen, ytan av delen är försiktigt avfettad med bensin och kalcium-magnesiumkalk.
Bearbetning efter förlängning. Vid behov slipas delarna för att ge arbetsytan en mer regelbunden geometrisk form. Varvet ska röra sig fritt längs kolvens axel vid 150-200 rpm av delen. Vid bearbetning rekommenderas att använda en tunn GOI-pasta. Efter en noggrann tvätt i bensin mäts delarna och sorteras i grupper efter storleken på arbetsytornas diametrar med ett intervall på 2 mikron.
Urval och ömsesidig slipning. Efter den slutliga bearbetningen väljs kolvarna och anpassas till hylsorna. Kolven ska gå in i hylsan ungefär som arbetsremmens längd. Ömsesidig slipning av delar utförs vid 150-200 rpm av spindeln. I detta fall används en tunn GOI-pasta eller aluminiumoxid. Flytta hylsan längs kolven smidigt, utan tryck. Slutet på efterbehandlingen kännetecknas av friare rörelse av hylsan över hela styrytan.
Färdiga ångor tvättas i bensin och blåses med tryckluft.
Parkontroll och acceptans. Kvaliteten på slipytor bestäms av extern inspektion och kontroll av den jämna rörelsen av kolven i hylsan. Paret testas sedan för densitet.
De överlappade ytorna på kolven och hylsan måste ha en jämn glans, närvaron av de minsta slagen som knappt är synliga för ögat är tillåten.
Efter att ha tvättat delarna i dieselbränsle ska kolven, utsträckt från hylsan med 40-50 mm, falla i vertikalt läge under sin egen vikt tills den stannar vid hylsan. Inget lokalt motstånd, bromsning och fastsättning av kolven i hylsan är tillåtet.
Densiteten för kolvparen bestäms genom trycktestning med en blandning av MT-16P-olja och dieselbränsle med en viskositet på 10 cst vid 50 ° C.
Ångor testas under ett tryck av 300 kg/cm2 vid en vätsketemperatur av 18-20°C.
På ris. 164 visar en anordning för pressning av kolvpar. Testparet är installerat i en speciell avtagbar hylsa 3, i vilken hylsan är låst med en skruv. Den avtagbara hylsan har spår för att ställa in kolven i rotationsvinkeln i förhållande till hylsfönstren till läget för maximal bränsletillförsel. Bussningsenheten med testparet är installerad i uttaget på enhetens kropp 9.
Änden av hylsan är tätad med en slipad häl 8 och klämd med en skruv 6 genom stången 7. Lasten 12 för kolven upp genom systemet av spakar 1 och tryckaren 2. Spaken 5 används för att lyfta lasten till det övre läget, och spärren 11 används för att säkra den. Den speciella spaken 10 är utformad för att mata ned kolven under omtestet.
Ris. 164. Anordning för tryckprovning av kolvpar.
Paret testas i följande ordning. Belastningen är fixerad i det övre läget, enhetens hylsa, tillsammans med kolvsoffan, installeras i höljets uttag, hylsan är förseglad och hålrummet ovanför kolven fylls med pressblandningen öppning av rörledningens ventil 4.Därefter släpps lastspärren. Under inverkan av belastningen komprimerar kolven blandningen till ett tryck av 300 kg/cm2 och, när den rör sig uppåt, pressar den gradvis ut genom gapet i testparet. Varaktigheten av lastens fall, som bestämmer parets densitet, märks av stoppuret. Varje par trycks 3 gånger. Tester anses korrekta om skillnaden mellan de erhållna data från två experiment inte överstiger 3 sekunder. Om skillnaden är större måste ångan tvättas i rent dieselbränsle och testas på nytt.
Reparerade kolvpar sorteras efter sin densitet i tre grupper. Den första gruppen inkluderar par med en krympningstid på 6-10 sekunder, den andra - 10-15 sekunder. och vid den tredje 15-20 juice. Varje pump är utrustad med kolvpar av samma densitetsgrupp.
Par som inte uppfyller specifikationerna vad gäller densitet skickas för återmontering. I händelse av att det fastnar något, tvättas kolvparet igen noggrant i rent dieselbränsle och trycksätts igen.
För att systematiskt kontrollera stativets tillstånd, använd kontroll- och referensparen. Dessutom görs en kontrollhylsa för varje stativ. Med användning av denna hylsa väljs två kolvpar bland de nya delarna, vars densitet motsvarar krympningstiden 6; 10 och 20 sek. Valet av kolvkulor utförs vid en temperatur av 18 ° C på en standardblandning. Kontrollpar är märkta: "K-6 sek"; K-10 sek" och "K-20 sek". Dessa par lagras i fabrikens OTK.
För referensdelar används följande märkning: "E-6 sek"; "E-10 sek" och "E-20 sek". Dessa par används av verkstadskontrollförmannen.
Den tillåtna skillnaden i tätheten för referens- och kontrollpar är 0,5 sek. för par med en densitet på 6 och 10 sek. och 1 sek. för par med en densitet på 20 sek.
Varje dag i början av arbetet, såväl som efter att ha fyllt stativtanken med färsk blandning, mäts tätheten av referenspar på stativets arbetsbussning.
Avläsningarna av stativet anses vara korrekta om den erhållna densiteten för paret skiljer sig från den nominella (markerade på referensparet) med högst 1 sekund. för par med en densitet på 6 sek., i 2 sek. för par med en densitet på 10 sek. och pa 4 sek. för par med en densitet på 20 sek. Om skillnaden i avläsningar är större än de angivna värdena kontrolleras referensparet mot kontrollhylsan. Tillåten skillnad i avläsningar vid testning av ett referenspar på kontroll- och arbetshylsorna tillåts inte mer än 0,5 sek. för par med en densitet på 6 och 10 sek. n 1 sek. för par med en densitet på 20 sek. Om skillnaden i testresultat är större, ersätts stativets arbetsbussning och tätningshälen med nya delar. Två gånger i månaden kontrolleras referensparet mot kontrollparet på kontrollhylsan.
Efter sortering i grupper märkes kolvparen. Delar avsedda för långtidsförvaring bevaras. För att göra detta tvättas kolvparet i ren bensin, torkas, fixeras i en speciell ram och nedsänks i ett bad med flygolja vid en temperatur på 110-120 ° C. Efter att skumfrigöringen upphör, tas ramen med delarna bort. Efter att oljan rinner från ytan av delarna, ramen i 2-3 sekunder. nedsänkt i ett bad med en konserveringsmedelsblandning innehållande 100 g paraffin per 1 kg flygolja. Blandningens temperatur är 75–85°C.
Efter konservering slås varje par in i pergamentvaxat eller azokeritpapper och placeras i en låda.
Uppmärksamhet! Ett nätverk av biltjänster till förmånliga priser. Hjulinställningskontroll GRATIS! Inga köer! Reparation samma dag!
Ladda ner/skriv ut tema
Ladda ner temat i olika format eller se den utskrivbara versionen av temat.
Högtrycksbränslepumpen är en viktig del av varje dieselmotor. På grund av denna mekanism blir bränslet inte bara en vätska, utan en bränsle-luftblandning. Pumpens funktion påverkas också av en sådan del som ett kolvpar. Hon ansvarar för bränsleförsörjningen och dess distribution.
Det finns två huvuddelar i utformningen av detta element - en kolv och en bussning.
Kolven består av en liten cylindrisk kolv. När pumpen är igång, rör sig kolven inuti hylsan. Genom att utföra upp- och nedrörelser suger kolven in bränsle, och sedan sprutas den in växelvis i munstyckena på arbetscylindrarna, där den antänds under högt tryck i finfördelat tillstånd. Insprutningspumpens kolvpar har flera hål på bussningen genom vilka dieselbränsle kommer in för efterföljande insprutning.
Med andra ord, huvudsyftet med kolvparet är att noggrant mäta bränslet, för att sedan tillföra det till motorcylindrarna. Detta element hjälper också pumpen att leverera bränsle vid rätt tidpunkt med rätt tryck. För att allt ska kunna utföras utan fel är det nödvändigt att kolvparet uppfyller alla krav. Därför måste ett kolvpar, vars pris inte är så litet, produceras på högteknologisk utrustning, det är orealistiskt att göra det hemma.
Kolvpar av injektionspump - ett komplext element, det måste användas med försiktighet och ständigt uppfylla de nödvändiga kraven. För att enheten ska fungera smidigt och effektivt bör endast bränsle av hög kvalitet användas. Eftersom kvaliteten på bränslet på våra bensinstationer lämnar mycket övrigt att önska, är restaurering av kolvpar en mycket populär tjänst.
Bränsle av låg kvalitet innehåller ett stort antal kemiska element, vilket avsevärt minskar hållbarheten hos kolvparet. Den mest negativa effekten produceras av vatten, som kommer in i bränslet som kondensat. Om det finns mycket vatten mellan hylsan och kolven, bryter smörjfilmen mot dess integritet och delen fortsätter att fungera utan smörjning. Detta kan deformera delen så mycket att återställning av kolvarna helt enkelt inte hjälper. Det återstår bara att köpa ett kolvpar i butiken och försöka tanka bara med högkvalitativt bränsle.
Det finns flera tecken på att en del är defekt. En av dem är att motorn inte kan starta, särskilt när motorn är uppvärmd. Du kan också ta reda på om insprutningspumpens kolvpar fungerar normalt medan motorn är igång. Du måste vara uppmärksam på kvaliteten på hans arbete. Om kolvparet är felaktigt tappar motorn ström och den fungerar med okarakteristiska ljud. Dessutom kan motorn gå ojämnt och instabilt. Om minst ett symptom märktes, är det nödvändigt att ställa en diagnos.
Det bör noteras att specialutrustning används för diagnostik. Därför är det väldigt svårt att säga hemma om kolvparet är defekt eller inte. På bensinstationen kan proffs berätta exakt om felet och metoden för att lösa detta är justering eller fullständig ersättning. Under reparationen behövs specialutrustning för att återställa bussningens och kolvens täthet.
Nu ska vi berätta hur du byter kolvparet. Först måste du gå till butiken, hämta och köpa ett kolvpar som passar en enda motor. Det är nödvändigt att demontera allt som tas bort runt bränslepumpen. Detta är nödvändigt för att ta bort det gamla kolvparet utan problem och ingenting stör. Sedan måste du ta bort frontkåpan på motorn, skruva loss muttern som håller fast drivväxeln och skruva sedan av alla rör och ta bort bränslepumpen. Alla delar som är i smutsen måste samtidigt rengöras. Först efter det kan du börja demontera bränslepumpen, skruva av själva kolvparet, men gör bara detta med extrem försiktighet och på en speciellt förberedd plats med en uppsättning nödvändiga verktyg.
Det är nödvändigt att noggrant tömma bränslet från det, demontera det gamla kolvparet, kontrollera tillståndet för de återstående delarna, nämligen kambrickan, rullarna, boosterpumpen etc. Efter det är det nödvändigt att vrida beslagen med ventiler och motorljuddämparen från det gamla paret till ett nytt.Sedan kan du montera allt i omvänd ordning, efter att ha tvättat kolvparet noggrant med dieselbränsle från konservering före installation.
För att justera mängden bränsle som sprutas in finns det en speciell avskärningskant på kolven. När kolven rör sig uppåt stänger den först utgångshålet, och genom denna kant öppnas hålet något. Skärningen av denna kant görs i en spiral, så att när kolven vrids ändras tiden för avskärning. För att kolven ska vridas och göra translationsrörelser, vilar den på kambrickan och griper in i dess stift. När brickan roterar roterar den också kolven, och kammarna kör in i rullarna och trycker på den. Kolven justeras med shims av olika tjocklekar. Det viktigaste är att inte glömma att ett kolvpar, vars pris är ganska stort, är en mycket ömtålig och komplex del, så du måste hantera det mycket noggrant.
Driften av en dieselmotor är fyra cykler, under vilka en brännbar blandning av bränsle och luft bildas. Tändning uppstår inte på grund av en gnista, utan på grund av högt tryck, så kompressionsförhållandet för dieselmotorer ökar alltid.
Cummins Inc. är en av världens ledande tillverkare av dieselmotorer och generatorer. Motorerna i detta företag är mycket olika: effekten varierar från 30 till 3600 hästkrafter och motorstorlekar från 1,5 till 90 liter.
Det finns ingen mer komplex och ansvarsfull enhet i en dieselmotor än bränsleinsprutningssystemet, mer exakt, dess huvuddel - högtrycksbränslepumpen. Många passande delar, högbelastade enheter, närvaron av ett precisionsdoseringssystem gör reparationen av högtrycksbränslepumpar till en svår uppgift även under driftförhållanden. Det är desto svårare att reparera högtrycksbränslepumpen i en dieselmotor med egna händer.
Inom bilteknik repareras nästan allt, utom kanske enskilda oljetätningar och manschetter, vars reparation är omöjlig utan specialmaterial. Komplexiteten i att sätta upp, diagnostisera och reparera högtrycksbränslepumpar kräver att medarbetaren har färdigheter i att arbeta med finmekanik.
Det är helt enkelt omöjligt att ställa in enligt fabriksparametrar, utan ett speciellt diagnosställ för reparation av högtrycksbränslepumpar. Under den diagnostiska studien av injektionspumpen är det nödvändigt att kontrollera:
- cyklisk tillförsel av högtryckspumpen, i hela varvtalet för högtrycksbränslepumpens axel, vid uppstart och efter avstängning av bränsletillförseln;
- stabilitet hos det utvecklade trycket;
- Enhetlig tillförsel av insprutad högtrycksbränslepump till bränsleinsprutaren.
Även med tillgång till ett diagnosställ och efter att ha studerat frågan om att reparera en högtrycksbränslepump med hjälp av många videor, är det mycket svårt att kvalitativt kontrollera och utvärdera dess arbete.
I tunga dieselmotorer används kolv, in-line insprutningspumpar. Sådana enheter är svårare att underhålla och reparera, eftersom de kräver speciell utrustning för att demontera den, så vi kommer inte att överväga sådana högtrycksbränslepumpar och deras reparation.
I en dieselmotor för passagerare används nästan alltid en insprutningspump av distributionstyp. Till skillnad från in-line, i en distributionspump, överförs kraften på kolven med hjälp av en profilerad kam. Designen av injektionspumpen visade sig vara mer kompakt, men det är knappast lättare att förvänta sig att reparera den på knäet.
Bosh VP44-insprutningspumpen anses vara den mest kända och prisvärda. Ofta uppstår behovet av att reparera pumpens insida när:
- dålig dragkraft och ofullständig förbränning av bränsle även under idealiska förhållanden - i frånvaro av belastning och en ordentligt uppvärmd motor;
- plötsligt fel och stopp av dieselmotorn under belastning, som man säger, "död vid start." Vanligtvis diagnostiserar skannern i sådana fall koden P1630 och P1651.
- utseendet på ett läckage av dieselbränsle i området för körteln på tätningen på högtrycksbränslepumpens centrala axel.
Därför begränsar vi oss till frågan om att reparera högtrycksbränslepumpar med våra egna händer genom att byta ut tätningar och eliminera repor på delarnas arbetsytor.
Försök att flytta den i radiell riktning innan du demonterar insprutningspumpens drivaxeltätning. Om spel känns för hand kan orsaken till bränsleläckage vara slitage på axelns arbetsyta eller att lagret måste repareras.
Ett stort antal delade plan och passande ytor av delar krävde användningen av ett stort antal tätningar och tätningar. Som regel är de gjorda av högkvalitativt material och tjänar under lång tid tills de skadas under reparation eller underhåll. I det här fallet, för gör-det-själv-reparation av Bosch-insprutningspumpen, används standardreparationssatser.
Det räcker med att helt enkelt byta ut tätningen på axelpositionssensorn och på insprutningsförflyttningskontrollen under reparation. För bättre passform på nya ringar och gummiband kan du tappa ett par droppar spindel- eller motorolja.

För förebyggande reparation av Bosch-insprutningspumpen med dina egna händer måste du ta isär pumpen i ungefär följande ordning:
- ta bort doseringsventilen från änddelen av insprutningspumpen. För att göra detta, skruva loss de fyra skruvarna på tryckplattan, lossa försiktigt insprutningsventilens kabel. Efter att ha tagit bort de tre skruvarna som håller fast doseringsventilen kan du försiktigt ta bort den från uttaget;
- genom att skruva loss fästet på topplocket kan du ta bort styrkortet och få tillgång till elektroniken;
- ställ in axelns position, som visas på bilden, ta bort kameran och få tillgång till insidan av injektionspumpen;


- efter att ha demonterat lagret med hjälp av en speciell avdragare får vi möjlighet att studera den potentiella boven för insprutningspumpens dåliga prestanda - insprutningsförflyttningsenhetens kolv. Ofta är det ytslitage och revor på kanterna på delen. Du kan försöka reparera ytan genom att polera, att byta ut hela delen är mycket dyrare.


Efter reparation utförs monteringen i omvänd ordning med tvättning av delarna med dieselbränsle.
Ofta, förutom att skrapa, finns det en annan anledning på kolvarnas yta till varför insprutningspumpen inte utvecklar det nödvändiga trycket. Denna orsak kan vara skräp, filmer eller paraffinavlagringar på filterskärmen inuti pumpen. Det finns ett nät på sidan av inloppsröret. Att spola kanalerna är besvärligt och ineffektivt, det är lättare att ta bort nätet och blåsa det med tryckluft.
Trasiga skräpbitar kan klämma kolvens kolv eller till och med göra att pumpens drivaxel går sönder eller går sönder. Därför bör rengöring utföras mycket noggrant för att undvika kontaminering av pumpens inre hålrum.
Bland de många orsakerna till felet i den elektroniska "levern" i högtrycksbränslepumpen är brott eller utbränning av kontakterna på kontrollkortet och fel på krafttransistorer vanligare än andra. Om kunskapen och färdigheterna att arbeta med elektroniska enheter tillåter dig att "diagnostisera" transistorernas prestanda och reparera, bör du försöka identifiera orsaken och ersätta den skyldige med ett funktionsbart element.
För att kontrollera tillståndet för "skyldige" måste du försiktigt öppna det svarta locket, tätt sittande på gummitätningen med skruvar. Den bör tas bort försiktigt för att inte skada själva tätningen.


Orsaken till misslyckandet hos inte bara transistorn utan hela kortet kan vara luft som kom in i hålrummet på grund av dålig prestanda hos dräneringssystemet eller en backventil. Ofta försöker de eliminera luftning genom att snurra startmotorn, i hopp om att pumpa in dieselbränsle i högtrycksbränslepumpen på detta sätt. I detta ögonblick är transistorn öppen och laddad till maximalt, vilket leder till intensiv uppvärmning. I en luftmiljö med dålig värmeavledning kommer det oundvikligen att brinna ut. I vissa tyska bilar finns det skydd som förhindrar ett försök att starta motorn i avsaknad av bränsle i ledningen. För att göra detta, använd bränslesensorn i tanken.
Transistorns misslyckande kan fastställas av en "uppringnings"-testare eller genom utseende. Det bästa alternativet för att reparera ett sådant fel skulle vara att byta ut hela styrkortet.Kanske är detta dyrare än lödning, men det kommer att ge garanterad kvalitet och stabil drift av högtrycksbränslepumpen efter reparation. Som en sista utväg, ge kortet och transistorn för lödning till specialister - elektronikingenjörer.
Vid montering och återmontering efter reparation, kontrollera att alla fästelement är åtdragna.
Om du under revisionsprocessen inte gjorde utslag och orimliga byten av delar, bör den monterade pumpen fungera med ungefär samma parametrar som tidigare. Som standard, för att testa och justera insprutningspumpen efter en större översyn, använd Bosch EPS-815-stativet.
På videon kan du lära dig hur du ökar kolvtrycket i Bosch VE-insprutningspumpen:
| Video (klicka för att spela). |














