I detalj: gör-det-själv-kulskruvreparation från en riktig mästare för sajten my.housecope.com.
När du fyller på kulskruvarna på någon utrustning finns det alltid problemet med att räkna antalet bollar.
Den här gången hann jag ta en massa bilder. Därför fick allt inte plats i en artikel och du måste skriva den andra delen.
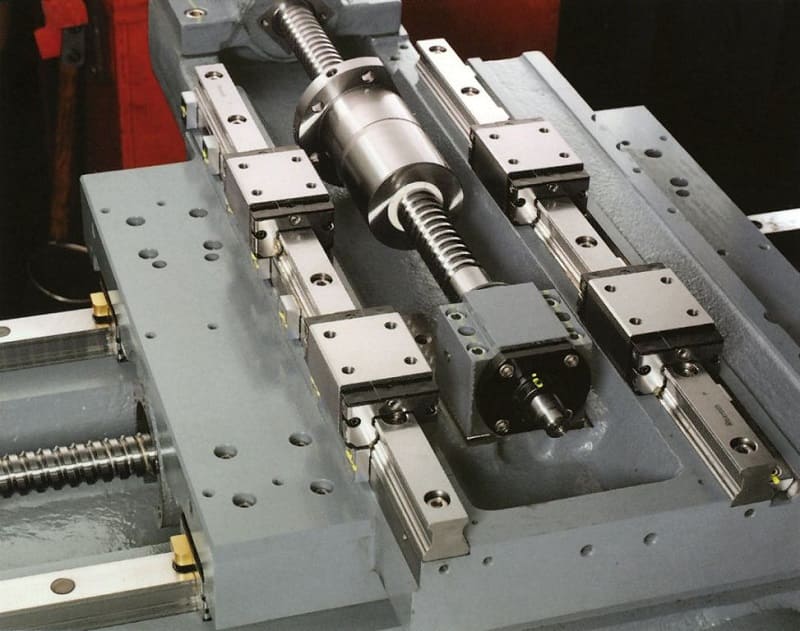
Inget varar för evigt. Och främmande maskiner, efter flera års drift, lossnar och kräver ingripande. Den här gången kommer vi att eliminera glappet i SPINNER PD kulskruven.
Detta är en fortsättning. Börjar i första och andra delen.
En av de utmärkande egenskaperna hos CNC-svarvar är det mycket frekventa utförandet av mjukvarugängningsoperationer. Det vill säga gängning utförs med hjälp av skärare och samtidigt är spindelhastigheten strikt förenlig med koordinaternas rörelse. Och det är här det är viktigt att ha korrekt justerade och servicebara kulskruvar.
Kulskruven demonteras från maskinen. Ytterligare rengöring och demontering ska utföras i verkstad. Efter tvätt är det nödvändigt att utföra felsökning av rullytorna på kulskruvens muttrar och själva kulskruven, samt inspektera kulorna för chips.
Byt eventuellt ut halva muttrar och kulor. Och bollarna måste bytas på en gång. Det är oacceptabelt att samla barnvagnar med bollar från olika utsläppssatser.
Justering av kulskruv: genom att vrida halvmuttrarna i EN riktning, uppnå ett glapp i paret (muttern ska rotera smidigt för hand, men samtidigt sakta ner lite längs hela axelns längd).
Om det finns reservdelar kan det ta upp till tre dagar att reda ut ett par.
Kanske kommer titeln på artikeln att förvirra någon, men den nya kulskruven måste repareras innan den installeras på maskinen.
Video (klicka för att spela).
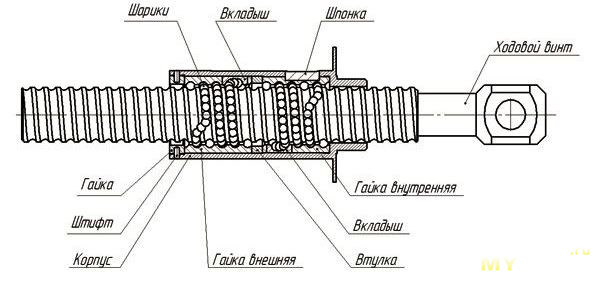
Det största problemet med de nya inhemska kulskruvarna är kvaliteten på bussningarna, eller snarare platsen där bussningen och halvmutterns inre spår möts (markerad med en pil på bilden).
luckor i den nya halvmuttern på kulskruven
Faktum är att platsen för övergången från spåret till fodret är oavslutat och har en liten tröskel genom vilken kulorna på kulskruvmuttern klamrar sig fast och kilas fast när de rullar.
Det finns bara en metod för att reparera en sådan ny mutter - med hjälp av en manuell miniatyrkvarn med munstycken av borrtyp (som ett stamatolag), fyll i övergångspunkten från spåret till fodret. Efter det försvinner stoppningen i området för din mutterinsats.
Kulskruvmuttern har två huvudtyper - en mutter där spelet väljs genom att de halva muttrarna omarrangeras i förhållande till kroppen med en tand och en mutter där spelet väljs genom att slipa de avlägsna halvringarna.
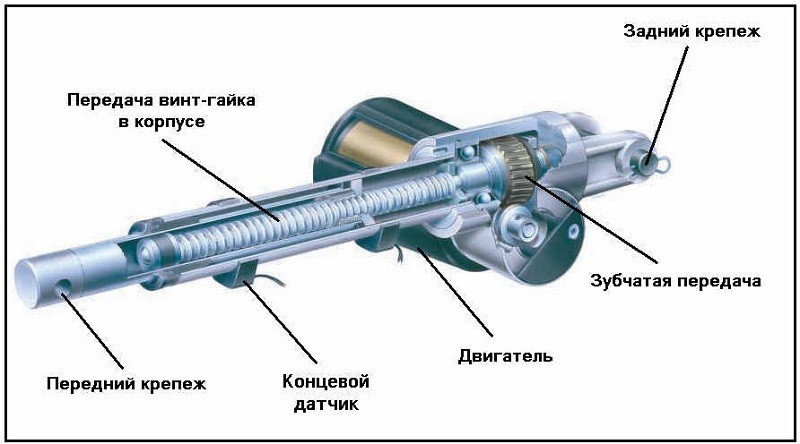
Trots till synes olika typer av kulskruvmuttrar har de en gemensam strukturlänk - det här är en insats (i figuren kallas det en returkanal)
på grund av vilket kulorna rinner från en nötström till en annan. Så i kulskruvmuttern är det fodret som oftast repareras. Varför en insats? För om du reparerar nötströmmar, kan en sådan operation endast utföras på högspecialiserad utrustning.
Nåväl, okej, det var en liten utvikning - nu om vad som exakt repareras i skäret.
Det vanligaste felet på kulskruvmutterinsatsen
- det här är skal i bäckar längs vilka bollar rullar. Anledningarna till utseendet av skal är inträngande av fukt i muttern och, som ett resultat, korrosion.
- uppkomsten av grader på den mottagande delen av bäckarna. Detta kan hända om fel antal kulor placerades i kulskruvsmuttern och kulorna helt enkelt rullar ovanpå varandra.
Hur kan dessa fel repareras? Rådet är detta - en pneumatisk borr och en slipsten med ungefär följande form:
set med munstycken för slipning
Du bör arbeta försiktigt. Efter utjämning av defekterna bör bearbetningsplatsen poleras med "noll" sandpapper.
Kulskruv eller kulskruv- omvandlar rotationsrörelse till rätlinjig rörelse. En sådan transmission har funnit sin tillämpning i träbearbetnings- och metallbearbetningsmaskiner, etc ...
Strukturellt sett Kulskruven består av en skruv och två halvmuttrar.
Mutterkropparna och själva skruven är gjorda av högkvalitativt legerat stål. Kulskruvar är hylsa och ramlösa.
Fördelar med en kulskruv framför en skruvdragare:
Hög effektivitet (upp till 90%). Hög noggrannhet och styvhet i transmissionen.
Ger exakta rörelser.
bekväm mellanrumsjustering.
Justering av kulskruv.
Beroende på version kan mellanrummen justeras på två olika sätt. Vanligtvis är detta:
eller slipning av avlägsna halvringar
eller omorganisering av halva nötter i kroppen med en tand
När du justerar kulskruven är det viktigt att förstå att om det totala spelet för ställdonet som kulskruven används i är 0,2 mm eller mer ska orsaken letas på andra ställen och inte i kulskruven.
Mitt problem löstes så här (backlash längs x-axeln). Lossade muttern. Jag drog i den - den dinglar och roterar fritt av tröghet. Lite åtdragna 2 skruvar (den ena indikeras med en pil, den andra är på motsatt sida) och problemet var löst.. inget glapp. Maskin Excitech 0609.
Jag tror inte att det var så du löste problemet, eftersom. uppgiften för dessa bultar är att stoppa oljeskraparringen (vanligtvis gör valar den av vit fluoroplast-4). Den korrekta lösningen på detta problem är att byta ut kulorna med lite större för att säkerställa förspänning, men var man kan få tag på dem. Inlägget har redigerats av 3D-BiG: 11 augusti 2012 – 21:17
Jag tror inte att det var så du löste problemet, eftersom. uppgiften för dessa bultar är att stoppa oljeskraparringen (vanligtvis gör valar den av vit fluoroplast-4). Den korrekta lösningen på detta problem är att byta ut kulorna med lite större för att säkerställa förspänning, men var man kan få tag på dem.
Då fattar jag ingenting. var kom motreaktionen ifrån?? maskinen är bara ett år gammal. Men motreaktionen är borta. Tydligen inte länge Och här var jag glad. Tack ändå, 3D-BIG.
Den korrekta lösningen på detta problem är att byta ut kulorna med lite större för att säkerställa förspänning, men var man kan få tag på dem.
- försök försiktigt skruva in skruven i muttern ovanför brickan. Om flera bollar samtidigt rullade ut, lägger vi dem på sina ställen igen och provar det här föremålet igen. – NÅ, ÄNTLIGEN, PÅ FEMTE-SJUNDE FÖRSÖKET, Lyckades JAG VÄNDA SKRUVEN TILL MUTTERN UTAN ATT DRA NÅGON KULA FRÅN SIN PLATS. - installera oljeskraporarna på plats och fixera med skruvarna som nämns ovan. - det återstår att sätta ihop maskinen helt, testa dess funktion och fira denna händelse med en ny dietprodukt: 60 % vatten. - efter ka noterade att försöka se vad som glittrar så bekant i hörnet, ta ut det. Vilket visar sig vara en väldigt bekant boll.
Jag lägger in mina fem cent. Den nya kulskruvmuttern kommer monterad på en aluminiumbussning, som fästs med två gummiringar på. Hylsans innerdiameter sitter på skärpningen av skruven för axiallager (en ring tas först bort) och muttern skruvas tyst på skruven. Men det här är nytt! Om det inte finns några transport- och installationsbussningar, gjorde jag detta för att underlätta installationen: efter att kulorna "limmades" in i muttern på litholen (den som var engagerad i cykling vet hur man monterar bulk, utan separatorer, lager), en lämplig bit mässing tas (bättre än koppar - den fjädrar bättre) av folien och vrids till en cylinder (1,5 - 2 varv) med en diameter som är något mindre än det inre hålet i muttern med kulor, och försiktigt, så för att inte fånga kulorna, sätts in i muttern och släpps. På grund av fjäderegenskaperna fälls cylindern ut och håller kulorna säkert inte sämre än den vanliga bussningen. Nu sätter vi den på den bearbetade änden av skruven och skruvar lugnt (på en gång) på muttern på skruven.
PS: Jag har ännu inte förstått om grupperna av bollar. Det verkar som att det bara finns en av dem i kulskruven, till skillnad från linjära lager. Men jag kanske inte vet något, jag har mycket mindre erfarenhet av att demontera och montera. Inlägget har redigerats av DEDAlex: 12 augusti 2012 – 01:16
- vi sätter in plast- / metalldelar som är ansvariga för att överföra bollarna från tur till sväng, och med en minsta mängd litol (om du överdriver det, i nästa stycke, på grund av borttagning av överskott, måste du göra flera iterationer) placera försiktigt kulorna längs varven i muttern på rätt ställen, med respekt för lika många kulor i varje grupp.
Jag trodde att bollarna var insatta genom samma hål (täckta med röda plastbitar). Och du skriver att vi först sätter in plast/metalldelar, sedan försiktigt arrangera kulorna. Så var man ska sätta in dem (kulor). Jag tror att jag kommer att reda ut det - jag klipper vad som är vad. Jag vill bara inte ha stillestånd på grund av trassel)
Ja, han var dum. Då kom min första kulskruv från Kina (kulskruv, eller ett par, om du så vill). Nåväl, jag var glad, vriden. Och då tänkte jag: tänk om man skruvar loss muttern helt? Det finns säkert något slags skyddssystem för bollarna. Säkert...
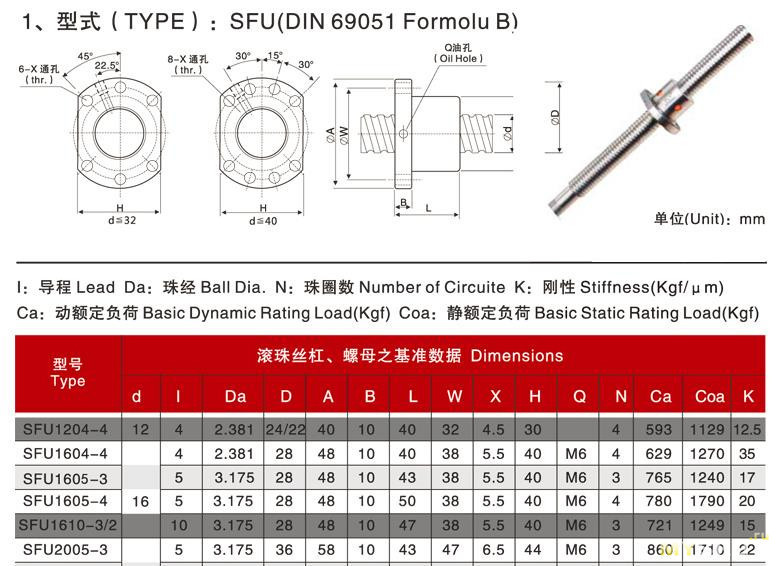
Kulskruv (det här betyder kulskruv) SFU1605. 16 - diameter, 5 - skruvstigning.
I allmänhet öppnade. Bollarna smulas såklart sönder. Mirakulöst samlat från golvet. Jag tittade från alla håll och tänkte: det är inte så lätt att montera. Mirakulöst nog räknade han alla bollar, förlorade inte en enda.
Förresten, så här ser en separat mutter (bollnöt) ut:
Fluoroplastiska (mest troligt) bussningar för att skydda mot smuts:
Röda kulspårinsatser:
Så jag var tvungen att klättra på forumen. Folk föreslår olika sätt, vissa hävdar att det är omöjligt att återmontera en kulskruv, men det är det inte!
Låt oss först rengöra delarna av det gamla fettet och smutsen.
Jag använde antingen bensin eller lacknafta, jag kommer inte ihåg.
Städade? Bra, nu tar vi en spruta och fyller den med litol eller annat trögflytande smörjmedel.
Sätt nu in de röda pluggarna i muttern. Vår uppgift är att fylla alla spår med litol. Litol ångrar inte att den i varje krets ska vara lika stor. Låt mig påminna dig om att i en sådan mutter finns tre konturer för bollar. Vem vill bekanta sig med utformningen av muttern - Google för att hjälpa.
På förra bilden verkar vi ha sprungit lite framåt ... Generellt sett placerar vi nu mycket försiktigt kulorna i spåren med någon form av magnetisk sak (eller vice versa, med en icke-magnetisk pincett - beroende på vilket som är bekvämast för vem som helst). Varje krets måste ha samma antal bollar. Jag minns inte nu hur mycket för en mutter 1605, men du kan räkna dem på plats.
Så här ser det ut nu:
Kulorna hålls säkert i litholen.
Nu en knepig finte med öronen: vi viker pappersbiten och lägger den i muttern. Var försiktig så att du inte flyttar bollarna. Tjockare papper är bättre. Om du har tid kan du göra papier-mache (det gjorde jag) eller hitta en rörbit med önskad diameter.
Nåväl, nu å ena sidan (innan du börjar, fundera på om du gör det med höger sida. Nej, jag vill inte säga att bara en sida är korrekt, bara om skruvens ändar är olika, då kan två olika kulskruvar erhållas strukturellt) försiktigt först lägger vi den i ett papper, sedan trycker vi in den och börjar sakta skruva i skruven. Ja, tillsammans med ett papper:
Nåväl, nu kan du sätta in skyddshylsor (de fungerar inte som en överföring av rörelse, bara skydd) och säkra med skruvar.
Översikt över en specifik produkt: en uppsättning kulskruvar typ SFU1605-1000 som delar av CNC-maskinväxlar. Recensionen kommer att ge kort information om vad en kulskruv är och hur man använder den.
I själva verket, när jag försökte beräkna och bygga en amatör CNC-maskin (fräs), stötte jag på det faktum att vi antingen har dyra komponenter för verktygsmaskiner, eller inte riktigt vad vi behöver. Specifikt var det ett problem med anskaffningen av en ledskruv eller kulskruv som transmissionselement längs maskinens axlar.
Följande typer av CNC-växlar finns tillgängliga:
bälte används tillsammans med kugghjul främst för laser, eftersom lasern har ett lätt "huvud"
ojämn. Dessa är cylindriska eller spiralformade kuggstänger och kugghjul för att flytta längs dem.
blyskruvar det finns typ T8 (används främst i 3D-skrivare och andra små maskiner), typ TRR, till exempel TRR12-3 med en POM-mutter (plast).
kulskruvar - det här är en skruv och en mutter till den. Muttern har speciella lager som rör sig genom en kanal inuti muttern.
Som regel väljs de med hänsyn till belastningen (massan av portalen / axeln som flyttas) och effekten av bakslag. I kulskruvar är glappet mindre på grund av lager, de anses vara mer exakta och att föredra, men samtidigt ganska dyra för hemmagjorda produkter.
Citat från Wiki: Skruvväxel - en mekanisk transmission som omvandlar rotationsrörelse till translationell eller vice versa. I allmänhet består den av en skruv och en mutter. en av huvudtyperna: kulskruvrullning (kulskruv).
Kulskruv (nedan kallad kulskruven) är en mer pålitlig analog till ledskruven, men istället för en mässingsmutter (eller en plastmutter som för skruvar som TRR-12-3, som jag har på ett gammalt projekt), en specialmutter med kulor används som griper in i kulskruven, tar ut allt spel och samtidigt minskar friktionen. För självmontering av en CNC-maskin eller en 3D-skrivare på en kulskruv behöver du en kulskruv, en mutter till den, en koppling till motorn och utombordslager.
Här är en liten rendering från internet. Man ser tydligt hur kulorna är fördelade över skruven. I likhet med T8 har kulskruven en gänga i flera pass.
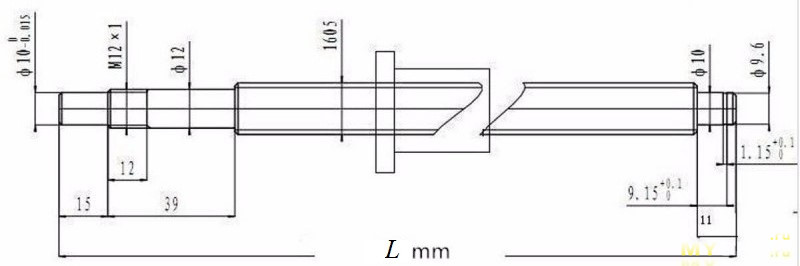
För att installera kulskruven i maskinen behöver du utombordslager av typen BK12 + BF12 (rak) eller FK12 + FF12 (fläns), en elastisk koppling 6,35 * 10 mm för anslutning till en motor av typ NEMA23 på ena sidan (6,35 mm) ) och till änden av kulskruven på den andra (10 mm) ).
Utseendet på hela axelaggregatet: lager BK12, BF12, låsring, mutter för att fästa skruven, mutterhållare SFU1605, koppling för motorn och själva skruven med muttern.
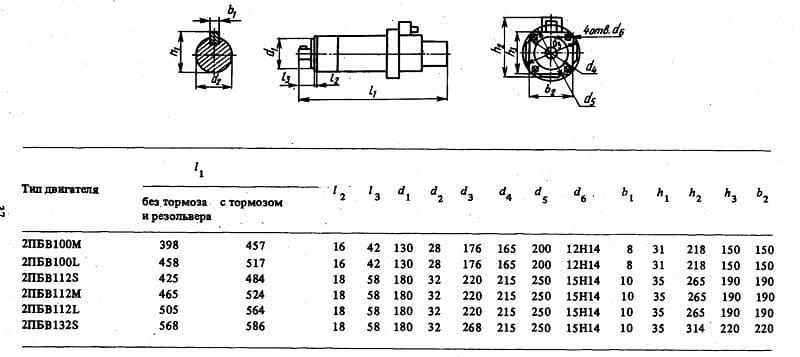
Kulskruvsmått för dig som ska köpa eller designa maskinmekanik Och separat för SFU1605 Mutter SFU1605 utseende
Utseende på BK12+BF12-lager (vänster) och flänslager FK12+FF12 (höger). De skiljer sig åt i sättet de är monterade på ramen.
Kulskruvmuttern fästs genom ett speciellt adapterhus. Mutterhållare SFU1605, aluminium
För att montera på en axel (jag har två per axel för Y) behöver du:
1 x skruv SFU1605-1000mm;
1 x BK12-lager;
1 x BF12-lager;
1 x motorkoppling 6,35x10mm
1 x låsring
1 x mutter.
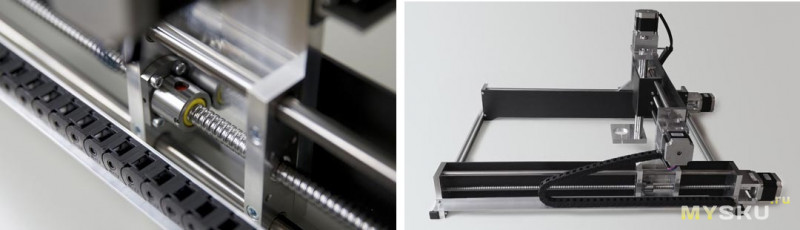
Monterat ser det ut så här:
Genom hålen på lagret fäster vi på maskinens profil / ram. För FK12/FF12-lager är allt sig likt, bara de måste fästas med en fläns i hålet för kulskruven. Innebörden förändras inte.
Nu en liten video som förklarar principen för kulskruvens funktion. Var uppmärksam på kulornas rörelse (längs den inbyggda kanalen inuti muttern).