I detalj: gör-det-själv-kopplingsreparation ZIL 130 från en riktig mästare för sajten my.housecope.com.
RESERVDELAR OCH MONTAGEDELAR
SPECIELL UTRUSTNING BASERAD PÅ URAL, MAZ, KAMAZ ____________________
Kopplingskorg ZIL-130
Tryckplattan (korgen) på ZIL-130-kopplingen är gjord av grått gjutjärn SCH 18-36 (GOST 1412-54). Om det finns sprickor på ytan, samt om skivkroppens tjocklek är mindre än 24,7 mm, mätt med monteringsnavet på de parade fjäderplattorna, kasseras kopplingens tryckplatta.
Om gängan M8 X 1,25 mm är skadad eller bruten, upp till två gängor, placeras kopplingens tryckplatta i ett skruvstycke, fixeras och gängan drivs genom de fyra hålen med en kran.
Filen rengör hacken och graderna på de behandlade ytorna. Vid skevhet av mer än acceptabel storlek installeras tryckskivan på ringen som är placerad på pressbordet med kontaktplanet mot den drivna skivan nedåt och korrigerad. Redigeringens noggrannhet kontrolleras med en linjal och en sond.
Det maximala varpvärdet för ZIL-130 kopplingskorgen bör inte vara mer än 0,15 mm. Krampanfall i kontaktplanet med den drivna skivan elimineras genom slipning.
När hålen för spakarnas fingrar är utslitna fixeras kopplingskorgarna i ett bänkskruvstäd och de slitna hålen brotschas till en diameter på 8,4 + 0,058 mm, vilket motsvarar den första reparationsstorleken. Hål i reparationsstorlek är markerade med färg.
Det slitna spåret på ZIL-130 kopplingskorgspaken svetsas upp till en storlek på minst 9,0 mm mellan klackarna, och sedan, efter att ha fixerat delen, fräss spåret på svetsställena. De borrade hålen i öronen expanderas till en diameter på 8,2 + 0,058 mm.
Kontrollen av den utförda operationen är att kontrollera inriktningen av hålet i öronen med en indikatoranordning. Hålaxelns icke-vinkelräta mot spårets inre plan bör inte vara mer än 0,3 mm över en längd av 100 mm av fingret som förs in i hålet.
| Video (klicka för att spela). |
Höljet till ZIL-130 kopplingskorgen är tillverkat av stål 08 5 mm tjockt. Delen avvisas om det finns fler än tre sprickor med en längd över 50 mm. I närvaro av bucklor på ytan och intilliggande plan, installeras kopplingskåpan på matrisen och korrigeras under tryck.
Kvaliteten på den utförda operationen kontrolleras genom extern inspektion och genom att bestämma graden av vridning av höljet, vilket kontrolleras på kontrollplattan med en sond. Planheten på ändytan av fästet till svänghjulet bör inte vara mer än 0,5 mm.
När M8-gängan är bruten eller sliten, högst två gängor, är ZIL-130 kopplingskorgskyddet installerat på ett stativ, gängan drivs genom åtta hål med en kran och hacken och graderna på delens yta är rengöras med en fil.
Om M8-gängan är bruten eller sliten i mer än två gängor, installeras och fixeras kopplingskåpan på borrmaskinens bord och de gängade hålen borras till en diameter på 12 mm.
Efter att ha installerat delen på svetsplattan svetsas de borrade hålen med gassvetsning. Efter att ha rengjort det avsatta skiktet i jämnhöjd med basmetallen kontrolleras att ändytan av höljets fäste på svänghjulet inte är plant och, om nödvändigt, korrigeras höljet på det sätt som beskrivits ovan.
Slitna hål för att fästa höljet på ZIL-130 kopplingskorgen till svänghjulet, för bussningar och muttrar repareras på liknande sätt. De borras, svetsas, graden av vridning av höljet kontrolleras efter svetsning och korrigeras vid behov.
Den sista operationen är att borra hål av nominell storlek. Hålen för att fästa höljet på svänghjulet borras till en diameter av 9,8 mm och utplaceras.
När nitarna för att fästa plattorna lossas, installeras höljet på fixturerna under tryck och nitarna krymps. När plåtfästets nitar rivs av eller plåtarna rivs av, byts defekta delar ut.
Driv kopplingsplatta ZIL-130
ZIL-130 kopplingsskivan är gjord av stål 50 och fosfaterad. Hårdheten på skivan är HRC 35-40. Det drivna skivnavet är tillverkat av 40X stål, fosfaterat och passiverat i en kromtopplösning. Den drivna kopplingsskivan demonteras vid stativet.
När friktionsdämparens plattor är slitna över den tillåtna storleken, installeras och fixeras den drivna skivan på borrmaskinens bord och med en 0,10 mm borr skärpt i en vinkel på 90 ° skärs nitarnas huvuden av. till nivån av oädel metall slås nitarna ut, de slitna spjällplåtarna tas bort och sedan monteras nya plattor och nitas om.
Innan nitning av friktionsbeläggen korrigeras ZIL-130 kopplingsskivan, efter att ha rengjort hacken och graderna på navet. Kontrollen av den utförda operationen är att kontrollera graden av vridning av skivan på plattan med hjälp av en sond.
Friktionsbeläggen på kopplingsskivan nitas under tryck med hjälp av en dyna. Efter nitning av friktionsbeläggen kontrolleras graden av skivans vridning och mängden utlopp med en indikatoranordning.
Vridningen bör inte överstiga 0,3 mm och utloppet bör inte överstiga 0,8 mm. Vid behov korrigeras den kopplingsdrivna skivan ZIL-130 längs ekrarna på plattan och obalansen kontrolleras i förhållande till spårets sidoyta.
Den tillåtna obalansen bör inte överstiga 25 Gcm. En obalans på mer än 25 Gcm elimineras genom att installera vikter, som är fast fixerade genom att böja antennerna på den kopplingsdrivna skivan. När ett böjmoment på 45 kGm appliceras på navet, bör navets rotationsvinkel inte överstiga 1°30'—2°.
Absorbatorns friktionsmoment bör ligga i intervallet 1–4 kGm. Absorbatorn kontrolleras genom att vrida navet i förhållande till den fasta skivan i en anordning som utesluter radiell belastning.
Kopplingshus ZIL-130
Kopplingshuset ZIL-130 är tillverkat av grått gjutjärn Sch 15-32. Om det finns sprickor längre än 150 mm, som passerar genom hålet för ingående axellager och förstyvningar, samt hålet för att fästa kopplingshuset på cylinderblocket, kasseras kopplingshuset.
Motorns kopplingshus är inte utbytbart med cylinderblocket, eftersom centreringsytorna vid tillverkningen slutligen bearbetas i montering med cylinderblocket.
Demontering av denna montering är nödvändig av följande skäl: cylinderblocket och kopplingshuset ZIL-130 har olika reparationskomplexitetsfaktorer; dessa detaljer är inte lika; vevhus och cylinderblock måste tvättas och defektas separat.
För att förhindra demontering av enheten och säkerställa inriktningen av motorns vevaxel och växellådans ingående axel med ett litet produktionsprogram, är dessa enheter märkta.
När en bult är bruten i ett gängat hål, installeras ZIL-130-kopplingshuset på en bänkarbetsbänk, mitten av den trasiga bulten stansas och ett blindhål borras med en borr till ett djup av 8-10 mm. Därefter drivs en fyrkantig dorn in i bultens borrade hål och den trasiga delen av bulten skruvas loss från det gängade hålet i kopplingshuset.
Den sista operationen är gängning och rengöring av hack och grader på alla bearbetade plan. Utslitna bussningar på kopplingsutlösningsgaffelaxeln pressas ut med hjälp av en dorn, efter att ha installerat kopplingshuset på ett stativ som är fixerat på pressbordet.
Efter att ha pressat ut de slitna bussningarna, kontrollera slitaget på hålet för bussningarna på kopplingsutlösningsgaffelaxeln. Hål med en diameter på mer än 30,05 mm är utplacerade i en linje upp till 30,2 + 0,045 mm.
Med hjälp av en dorn under en press pressas bussningar av nominell eller reparationsstorlek in i hålet, beroende på hålets diameter, efter att hålet i bussningen har riktats in med hålet i ZIL-130 kopplingshuset. Pressade bussningar är utplacerade i en linje upp till en diameter på 25 + 0,06 mm.
Efter montering av kopplingshuset med cylinderblocket borras centreringshålet på kopplingshuset i fixturen.Det slitna hålet borras till en diameter av 166 + 0,04 mm i ett pass och ett spår under axeln bearbetas till ett djup av 2,5 ± 0,1 mm.
Hylsan pressas in i det borrade hålet med hjälp av en dorn tills det tar stopp. Den pressade hylsan borras slutligen tillsammans med motorblocket för att säkerställa inriktningen av motorvevaxelns axlar och växellådans ingående axel.
ZIL-130 kopplingskorgspak och spakgaffel
Spaken på tryckplattan (korgen) på ZIL-130-kopplingen är gjord av stål 35 GOST 1050-60 och cyanid till ett djup av 0,15-0,3 mm. Hårdheten på spaken är HRC 56-62. Spaken avvisas om det finns sprickor och brott längre än 5 mm på ytan.
De geometriska parametrarna för spakens bearbetade sfäriska yta bestäms av mönstret i ljuset. Om hålet för nållager är slitet över den tillåtna storleken är kopplingskorgsspaken slipad.
Spakarna på tryckplattan, som har hål för överdimensionerade nållager, är märkta med färg för att komplettera dem med fingrar med ökad diameter under monteringsprocessen.
Gaffeln på ZIL-130 kopplingskorgspaken är gjord av stål 45. Gaffeln avvisas i närvaro av sprickor av vilken karaktär och plats som helst, såväl som i händelse av brott på gaffelfästklackarna.
I närvaro av hack och grader, kläms kopplingsutlösningsspakens gaffel i ett skruvstäd med mjuka käftar och de behandlade ytorna rengörs med en fil. En gänga som slitits av eller sliten till två gängor drivs med en kran.
När fingerhålen i klackarna är slitna fixeras gaffeln i ett skruvstäd med mjuka käftar och två hål är utplacerade i en linje till en diameter på 8,4 + 0,058 mm, vilket motsvarar den första reparationsstorleken.
Pluggar med överdimensionerade hål är märkta med färg för att plocka upp ett finger vid montering
förstorad diameter.
ZIL-130 kopplingsenhet
Före montering är det nödvändigt att komplettera ZIL-130 kopplingsdelarna enligt storleken på hålen i gaffeln och tryckplattan för stift och fingrar i diameter. För att montera kopplingen är en tryckplatta installerad på stativet.
Nålarna 19 (fig. 4) på nållagret, som tidigare smords med olja, förs in i hålen på kopplingens frigöringsspak tillsammans med en teknologisk kula med en diameter på 8,8 - 9,5 mm, gjord av mjukt oljebeständigt gummi. För in nållagrets nålar i det andra hålet på spaken.
Sedan är hålet i stödgaffeln 17 i linje med hålet på hävarmen 18, medan det sfäriska utsprånget av den inre änden av hävarmen 18 riktas i en riktning med den gängade änden av gaffeln. När den korta stiftet 16 förs in i de inriktade hålen, skjuts gummivulsten ut. Det införda fingret är nålat.
Ris. 4. ZIL-130 kopplingsmonteringsdelar
1—tryckplatta (korg); 2 - driven skiva; 3 - friktionsfoder; 4 — en fjäder av en elastisk koppling av en dämpare; 5— fjäderbottenplatta; 6— stålplåtsfriktionsdämpare; 7 - skivfriktionsdämpare; 8— oljedeflektor; 9—nav; 10 - värmeisolerande brickor; 11 - tryckfjäder; 12—tryckplåtsbult; 13—tryckplatta; 14—justermutter; 15 - kopplingskåpa; 16 och 20—gaffel och spak fingrar; 17 - stödgaffel; 18 - frigöringsspak för koppling; 19 - nålar av ett nållager; 20 - finger
I frånvaro av gummikulor monteras rullagernålarna med ett lager fett applicerat på hålens yta. Rullarna placeras i det andra hålet efter montering av spaken med gaffeln. För att installera spaken 18 (fig. 4) för att koppla ur kopplingen i spåret på tryckplattans fäste, kombineras hålen i spaken och fästet.
Efter att ha fört in ett långfinger 20 i de inriktade hålen, trycks den tekniska gummikulan ut och fingret 20 sprängs. Resten av spakarna installeras på samma sätt.
Därefter installeras värmeisolerande brickor 10 och tryckfjädrar 11 på avsatserna på kopplingskorgen ZIL-130. Kopplingshuset 15 appliceras på fjädrarna 11 och riktar de gängade ändarna av stödgafflarna 17 in i höljets öppningar 15.
Teknologiska lock sätts på de gängade ändarna av stödgafflarna för att förhindra skador på gängan under efterföljande monteringsoperationer. Teknologiska styrdornar förs in i kopplingskåpans flänshål och fjädrarna 11 trycks ihop genom att trycka på kopplingshuset 15.
Efter att ha tagit ut de tekniska styrdornarna och tagit bort de tekniska kåporna från de gängade ändarna av gafflarna 17, installeras bussningarna i de formade hålen på de parade fjäderplattorna, bultarna för att fästa dessa plattor skruvas in, som dras åt med en momentnyckel med ett vridmoment på 1,0-1,5 kgm. Efter åtdragning låses alla bultar genom att böja bussningens tunna ansats på bulthuvudets kant.
Justeringsmuttrarna 14 skruvas fast på gafflarnas 17 gängade ändar med en justernyckel tills mutterns ände sammanfaller med änden av gaffelns 17 gängade ände.
Klämplattor 13 är installerade på gafflarna med justermuttrar, klämbultar 12 skruvas in för hand, vilka dras åt med en hylsnyckel tills plattorna 13 stannar i höljet 15. Spakarnas läge i förhållande till ZIL-130-kopplingen korgen justeras med hjälp av en indikatoranordning.
Vrid justeringsmuttrarna med en skiftnyckel, ställ in alla spakar i ett sådant läge att, med en storlek på 9,7-9,9 mm mellan änden av höljet och änden av tryckplattans plan, ställ in storleken på 39,7-40,7 mm mellan änden av korgen och den stödjande femtedelen av spakarna.
Spakarnas ändar måste ligga i samma plan parallellt med tryckplattans arbetsyta med en noggrannhet på 0,5 mm.
Efter justering av ZIL-130-kopplingen, dras bultarna för att fästa stödplattorna med en momentnyckel och spricker med mjuk ståltråd med en diameter på 1,0 mm.
För att förhindra spontan avskruvning stansas den gängade anslutningen av justermuttern med den gängade änden av gaffeln.
Den sista operationen är den statiska balanseringen av tryckplattan med höljet på balanseringsanordningen. Om obalansen är mer än 50 Gcm, borras hål i utsprången till ett djup av högst 23 mm med en borr Ø 13,7 mm. Monteringshål är markerade.
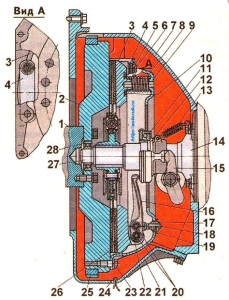
Koppling (Fig. 35) enkelskiva torr, installerad i ett vevhus 7 av gjutjärn. Kopplingsskyddet 9 är fäst på svänghjulet 2 på vevaxeln 1 med åtta centrerande (speciella) bultar 23. Kopplingstryckkraften skapas av sexton fjädrar monterad mellan kopplingskåpan 9 och tryckplattan 3. Värmeisolerande ringar placeras under fjädrarna från sidan av tryckplattan.
Överföringen av vridmoment från kopplingens hölje 9 till den drivna skivan sker genom tryckskivan 3 med fyra par fjäderplattor 4.
Omkopplingsanordningen består av fyra spakar 16, som med fingrar 20 är förbundna med tryckplattan och gaffeln 18. Nålrullar 22 är placerade mellan fingrarna 20 och spaken 16.
Positionen för kopplingsfrigöringsspakarna 16 justeras med muttrar 17, som efter justering stansas.
Under driften av bilen regleras inte läget för dessa spakar.
Den kopplingsdrivna skivan (Fig. 36) är av stål, med friktionsfoder, har en torsionsvibrationsdämpare (dämpare) av friktionstyp (med torrfriktion av stål på stål). Elastisk absorbatorkoppling består av åtta jämnt fördelade fjädrar 2 runt omkretsen.
Den drivna skivan är balanserad. Balansering utförs genom att installera balanseringsplattor 10 på den drivna skivan.
För att koppla ur kopplingen används ett axiallager 11 (fig. 35), monterat på lagrets koppling 12. Smörjning sätts in i lager 11 på fabriken och tillsätts inte under drift och reparation. I processen att reparera kopplingen bör lagret bytas ut mot ett nytt om det behövs.
Med en korrekt justerad kopplingsdrift bör spelet mellan spak 16 och kopplingsutlösningslagret vara 3-4 mm.
För att koppla ur kopplingen används en fotpedal, som är monterad på ett fäste monterat på fordonsramens vänstra sidobalk. Den nedre änden av pedalen är ansluten med en justerbar stång 5 (fig. 37) med spaken 3 på kopplingsutlösningsgaffeln.Pedalrörelsen är begränsad till hyttens golv.
En korrekt justerad koppling ska inte glida i avstängt läge, och när du trycker på pedalen ska den stängas av helt (den ska inte "leda"). Kopplingspedalens fria slag ska vara 35-50 mm, och hela slaglängden ska vara minst 180 mm.
När friktionsbeläggen slits, minskar kopplingspedalens fria rörelse, vilket gör att kopplingen slirar. Detta leder till snabbt slitage på den drivna skivan och kopplingslagret. Vid överdrivet fritt spel (över 50 mm), när pedalen trycks ned så att den går sönder, är kopplingen inte helt urkopplad. I detta fall slits den drivna skivan snabbt ut och växlingen är svår.
Pedalens fria spel måste justeras i följande ordning:
1. Justera låsmutter 1.
2. Justera kopplingspedalens fria rörelse genom att vrida den sfäriska justermuttern 2; för att minska pedalens fria spel, bör den sfäriska muttern skruvas på stången 5, och för att öka det fria spelet, stäng av den från stången.
4. Efter justering, starta motorn och kontrollera att kopplingen fungerar som den ska.
Skötsel består i att justera kopplingsdriften, rengöra den från smuts, dra åt alla skruvförband i tid, smörja kopplingsutlösningsgaffeln och pedalaxeln i enlighet med smörjtabellen.
Det främre lagret 30 (fig. 35) på växellådans ingående axel har en konstant tillförsel av smörjmedel, som tillförs hos lagertillverkaren. Regelbunden smörjning krävs inte under drift. Vid reparationsarbete måste lagret vid behov bytas ut mot ett nytt.
Det är nödvändigt att noggrant övervaka åtdragningen av bultarna som fäster kopplingshuset till cylinderblocket. Åtdragningsmomentet för bultarna bör vara 8-10 kgf-m (80-100 Nm). Bultar måste dras åt jämnt, konsekvent, korsvis.
Illustrationer för avsnittet 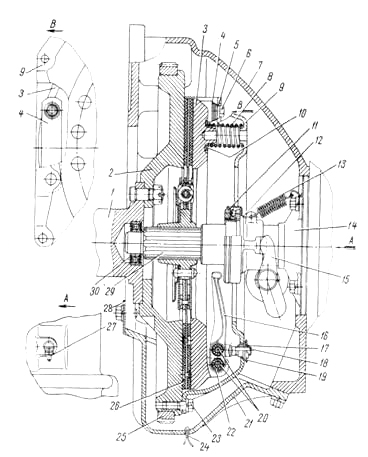
Ris. 35. Koppling
1 - vevaxel; 2 - svänghjul; 3 - tryckplatta; 4 - fjäderplatta; 5 - bussning av fjäderplattor; 6 - en bult för fästning av plattor; 7 - kopplingshus; 8 - tryckfjäder; 9 - hölje; 10 - värmeisolerande bricka av tryckfjädern; 11 - axiallager; 12- koppling; 13 – kopplingsfjäder; 14 - styrhylsa; 15 - kopplingsutlösningsgaffel; 16-kopplingsspak; 17 - justeringsgaffelmutter; 18 - gaffel; 19- bottenplatta på justermuttern; 20- fingrar; 21 - vevhuskåpa; 22 - rullar; 23 - en bult för att fästa ett hölje av koppling till ett svänghjul, 24 - saxstift; 25 - svänghjulskrona; 26 - driven skiva; 27 - smörjmedel för smörjning av kopplingsutlösningsgaffeln; 28 - sköld; 29 - växellådans drivaxel; 30 - främre lager på växellådans drivaxel 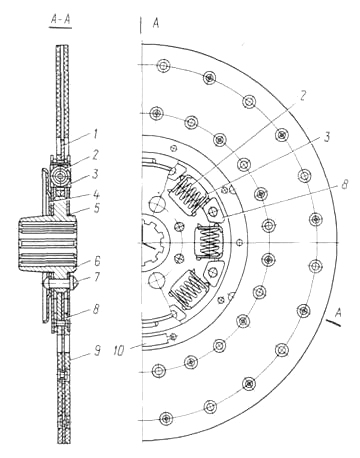
Ris. 36. Kopplingsskiva
1 - driven skiva; 2 - fjäder på vridvibrationsdämparen (dämpare); 3 - basplatta; 4 - oljedeflektor; 5 - absorberskiva; 6 – ett mittskepp av en genomförd skiva; 7 - nit; 8 – spjällfriktionsfoder; 9 - friktionsfoder av den drivna skivan; 10 - balanseringsplatta 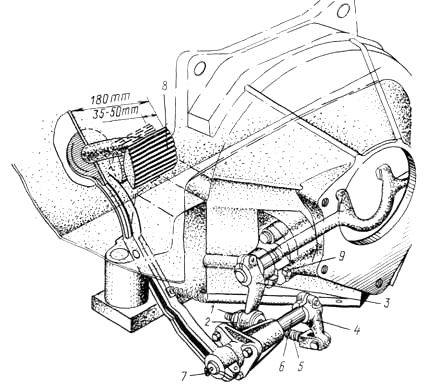
Ris. 37. Kopplingsdrift
1-låsmutter - 2 - sfärisk mutter; 3 - spaken på en gaffel för att avaktivera kopplingen; 4 - mellanspak; 5 - dragkraft; 6 - pedalaxel; 7 - smörjmedel för smörjning av pedalaxelns bussningar
8 - pedal; 9 - smörjmedel för smörjning av bussningarna på kopplingsgaffeln
Innan jag tittar specifikt på Zil 130-kopplingen skulle jag vilja säga några ord om själva bilen. Zil 130 är den legendariska sovjetiska lastbilen, enkel och opretentiös. Den första serien av bilar tillverkades redan 1962, men än idag kan du möta dessa servicevänliga arbetare på gatorna i städer och byar. De är inte rädda för dåliga vägar och lågkvalitativt bränsle. Dessutom kan de på motorvägen nå hastigheter på upp till 100 kilometer i timmen. Bland bristerna i modellen är det kanske värt att notera den höga bränsleförbrukningen, som kan nå 30 liter per hundra kilometer.
Med korrekt skötsel och underhåll i tid kan Zil 130 fungera utan problem i årtionden. Det finns levande exempel på detta. Det är dock önskvärt att varje ägare av denna lastbil är väl insatt i dess anordning för att kunna utföra några av de nödvändiga operationerna på egen hand. Till exempel behöver du veta hur du justerar kopplingen Zil 130. Låt oss först titta på hur det fungerar.
Kopplingen på Zil 130-lastbilen kan beskrivas som:
Den är placerad i ett vevhus av gjutjärn, som är fäst vid motorn. Dess hölje är fäst vid vevaxelns svänghjul med åtta centreringsbultar. Tryckkraften skapas av sexton fjädrar som är installerade mellan kopplingskåpan och dess tryckplatta. Under dem finns speciella värmeisolerande brickor. De kan minska uppvärmningen av fjädrarna. Tack vare dessa brickor utesluts förlusten av fjädrarnas elastiska egenskaper på grund av uppvärmning. Vridmomentet överförs från höljet till den drivna skivan med hjälp av en tryckplatta och fyra par fjäderplattor. Kopplingsfrigöringsanordningen består av fyra spakar kopplade till gaffeln och tryckplattan med fingrar. Nålrullar är placerade mellan dessa fingrar och varje spak. Sfäriska muttrar används som stöd för gafflarna. De tillåter gafflarna att svänga när tryckplattan flyttas.
I kopplingsutlösningskopplingen finns ett utlösningslager, som inte är separerbart. Därför kan mängden olja i detta lager inte fyllas på under drift. Den kopplingsdrivna skivan är gjord av stål och har friktionsbelägg av pressad metall-asbestkomposition. För att koppla ur kopplingen används en pedal med en axel monterad i fästet. Den här pedalens rörelse begränsar golvet i lastbilens hytter.
För att kopplingen alltid ska fungera tillförlitligt behöver den regelbundet justeras. Då och då måste Zil 130-lastbilsägare justera kopplingspedalens fria rörelse, såväl som spakarnas läge för att stänga av den. Pedalfritt spel justeras med en justermutter. Avståndet mellan utlösningslagret och kopplingsutlösningsspakarna måste vara från en och en halv till tre millimeter. I det här fallet kommer det fria spelet för kopplingspedalen att vara från trettiofem till femtio millimeter. En sådan justering säkerställer fullständigt in- och urkoppling av kopplingen på Zil 130-lastbilen. Om avståndet mellan frigöringslager och frigöringsspakar är mindre än en och en halv millimeter, då rör utlösningslagret utlösningsspakarna då och då. Detta kommer att åtföljas av kopplingsglidning och, som ett resultat, ökat slitage på själva lagret, såväl som frigöringsspakar och friktionsfoder.
Lastbilens kopplingsspakar justeras under kopplingsmontering eller reparation med hjälp av speciella sfäriska muttrar. En sådan justering krävs för att möjliggöra jämn, utan förvrängning, rörelse av tryckplattan under urkoppling av kopplingen. Om den försummas kommer tryckskivan att röra sig ojämnt bort från den drivna skivan. Som ett resultat kommer ökat slitage på hela enheten att uppstå, vilket kommer att leda till att det misslyckas i förtid.
Kopplingen på Zil 130-lastbilen kanske inte stängs av helt på grund av skevhet eller skevhet av den drivna skivan, och även om det finns ett ojämnt mellanrum mellan skivorna. Oftast inträffar en sådan olägenhet på grund av överhettning som ett resultat av långvarig glidning. Detta problem kan lösas helt enkelt genom att byta ut skeva skivor. Om friktionsbeläggen förstörs, kan de skapa en kil mellan drivningen och de drivna skivorna. Som ett resultat kommer kopplingen inte att kopplas ur helt. Om detta händer bör du ta isär monteringen och byta friktionsbelägg. När kopplingen är urkopplad, och tryckplattan fortfarande fortsätter att röra vid den drivna skivan något, måste frigöringsspakarnas läge justeras.
Om bilen börjar med ett ryck, är detta fel troligen förknippat med att avstängningskopplingen sitter på ingångsaxelns lagerkåpa fastnar. Detta beror på det faktum att när föraren släpper kopplingspedalen, rör sig kopplingen ojämnt, först fastnar och rycker sedan kraftigt. Dessutom kan kopplingen slå på abrupt på grund av skeva skivor. I det här fallet måste de bytas ut för att åtgärda problemet.
För att Zil 130-lastbilen ska behöva repareras så sällan som möjligt är det nödvändigt att använda den i enlighet med några enkla regler. Du kan komma igång i både första och andra växeln. Kopplingspedalen måste släppas så smidigt som möjligt. Håll inte foten på pedalen när du parkerar med motorn igång. Lämna inte heller pedalen delvis nedtryckt under körning. Detta leder till för tidigt slitage och tidigt fel på hela monteringen. Kör inte eller växla inte vid höga motorvarvtal. Regelbundet är det nödvändigt att utföra de justeringar som beskrivs ovan. Efterlevnad av dessa enkla regler hjälper till att hålla enheten igång så länge som möjligt, samt eliminera oförutsedda haverier.

Kopplingselement ZIL-130:
-
tryckskiva (kopplingskorg)
kopplingslager



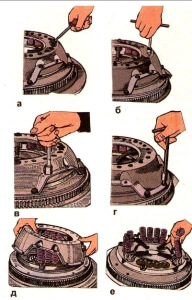
Kopplingsjustering kan göras på den demonterade tryckplattan (till exempel efter byte av kopplingsskivan, eller byte av tryckplattans ben eller utlösningslager) eller direkt på bilen genom en öppen lucka i svänghjulet. Överväg möjligheten att demontera växellådan och alla kopplingsdelar.

Demontering utförs på ett visningsdike med en speciell vinsch för att ta bort växellådan:
- Efter att ha skruvat loss 4 (fyra) fästmuttrar tas växellådan bort och sänks ner på pallen.
- Skruva nu loss 8 (åtta) bultar som håller fast tryckplattan till motorns svänghjul.
- Håll försiktigt i den drivna skivan (som är inklämd mellan svänghjulet och korgen) och ta bort tryckskivan.
- Felsökning av alla kopplingsdelar utförs.
- Utlösningslagret kontrolleras - det ska rotera lätt, utan att göra främmande ljud.
- Titta på arbetsytan på tryckplattans ben. Bestäm tjockleken på den drivna skivans friktionsbelägg.
När alla delar har sorterats ut och ersatts med nya är det nödvändigt att justera de fyra spakarna på tryckplattan, eller, som de helt enkelt kallas, "benen" på kopplingskorgen. Detta kommer att kräva en platt platta, som används som reservsvänghjul för ZIL-130-motorn. Om det inte finns någon måste du köpa den vid demonteringen.
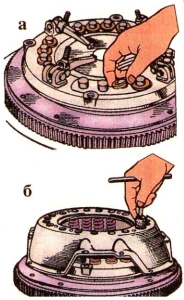
Utan att ta bort den monterade kopplingstryckplattan (korgen) från det extra svänghjulet (används som en fixtur), är det nödvändigt att justera spakarnas läge i förhållande till tryckplattans arbetsyta.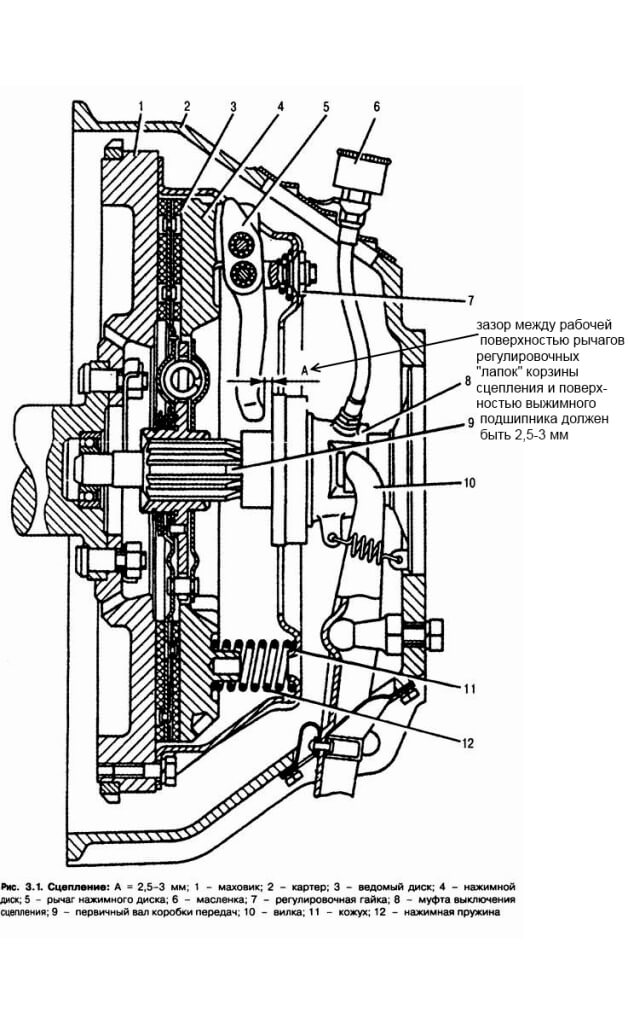
Vrid justeringsmuttrarna med en skiftnyckel, ställ in alla spakar i ett sådant läge att avståndet från arbetsytan på tryckplattan till toppen av de sfäriska utsprången vid spakarnas inre ändar var inom 39,7-40,7 mm. I detta fall måste ändarna på spakarna ligga i samma plan parallellt med tryckplattans arbetsyta med en noggrannhet på 0,5 mm, inte mer.
När kopplingstryckplattan är monterad i justeraren ska spakens inställning kontrolleras med hjälp av manöverplattan som visas i fig. Ib. I detta fall måste spakarnas sfäriska utsprång vidröra kontrollplattan 2 som är installerad på enhetens 1 nav.
Efter att ha justerat kopplingen är det nödvändigt att dra åt bultarna på stödplattorna (åtdragningsmoment 1,0-1,5 kgm). Sedan saxa bultar (figur åtta) med mjukglödgad ståltråd med en diameter på 1 mm.
Centrera justermutterns gängade anslutning med den gängade änden av oket vid en punkt.
Skruva loss bultarna som håller fast höljet till det extra svänghjulet och ta bort tryckplattan med höljet.Skruva i detta fall loss alla bultar gradvis och i följd för att undvika deformering av kopplingskåpan.
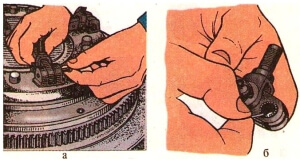
Så här ser justeringsspaken ut eller på ett enkelt sätt foten på tryckplattan ZIL 130:

Montering av tryckplattan (korg)

Det är möjligt att justera frigöringsspakarna utan att ta bort kopplingskorgen från bilens svänghjul.
När du tar bort kopplingen är det nödvändigt att skruva loss bultarna som håller fast växellådan till kopplingshuset, koppla bort växellådan från vevhuset och ta bort den;
- skruva loss bultarna som håller fast kopplingshusets skydd och ta bort det;
- skruva loss bultarna som håller fast den nedre kåpan på kopplingshuset och ta bort kåpan;
- lossa spakens kopplingsbult på gaffelaxeln, ta bort spaken och ta bort nyckeln;
- lossa de två bultarna som håller fast bussningens fläns och ta bort den;
- ta bort kopplingsutlösningsgaffeln efter att ha flyttat den åt vänster och lupat ned den.
Kopplingsenheten med vevaxeln är dynamiskt balanserad på fabriken. För att upprätthålla balansen, innan du tar bort kopplingen från svänghjulet, måste märken göras på svänghjulet och tryckplattans hölje. Detta gör att du kan installera dem i samma position under monteringen, utan att bryta mot fabriksbalansen.
Lossa bultarna som håller fast tryckplattans hölje till svänghjulet. När du skruvar loss byten måste du konsekvent vrida på svänghjulet. Bultarna måste skruvas loss gradvis för att undvika deformering av höljet.
Ta bort tryckplattan, ta bort kopplingsskivan.
Demontering av tryckplattan. Innan demonteringen påbörjas är det nödvändigt att markera den relativa positionen för alla kopplingsdelar. För att demontera tryckplattan måste du använda ett extra svänghjul och en stålplatta 9,8 mm tjock. ersättningsdriven skiva. Alla styva distanser av angiven storlek kan också användas i stället för stålskivan. Vid behov kan olika anordningar med snabbverkande klämmor användas för att demontera tryckplattan, men med den obligatoriska installationen av tryckplattans hölje på åtta centreringsstift eller bultar, följt av tryckning av höljet med sina tassar.
För att demontera kopplingens tryckplatta är det nödvändigt att installera svänghjulet på en arbetsbänk, sätta en stålskiva på svänghjulets arbetsyta, installera tryckskivan med höljet på den och fixera den på svänghjulet med centrerade långsträckta bultar . Bultarna ska vara 10-12 mm längre än vanliga höljesmonteringsbultar.
Det rekommenderas att demontera tryckplattan i följande ordning. Lossa bultarna som håller fast stödplattorna, skruva loss dem och ta bort plattorna från kopplingskåpan. Skruva loss justermuttrarna med en speciell skiftnyckel.
Skruva loss bultarna som håller fast de parade fjäderplattorna och ta bort styrbussningarna från de formade hålen på dessa plattor. Skruva sedan gradvis loss alla bultar som håller fast höljet till svänghjulet tills tryckfjädrarna är helt släppta från kompression, skruva sedan loss alla dessa bultar helt. Ta bort lock, tryckfjädrar och värmeisolerande brickor.
Markera positionen för varje frigöringsspak för kopplingen i förhållande till tryckplattan, lossa och ta bort stiften som förbinder spakarna med tryckplattan, ta bort spakarna som en sammansättning med stödgafflarna, ta bort rullarna från spakhållarna. Lossa och ta bort fingrarna som förbinder spakarna med stödgafflarna, ta bort gafflarna från spakarna och ta bort rullarna från spakarnas uttag. Ta bort tryckplattan från undersvänghjulet.
I avsaknad av ytterligare långsträckta bultar kan tryckplattan demonteras på följande sätt.
Installera tryckplattan på svänghjulet med en 9,8 mm tjock stålhjälpplatta. och fixera med vanliga skruvar.
Lossa och skruva loss bultarna som håller fast stödplattorna, ta bort plattorna från höljet. Lossa bultarna på de parade fjäderplattorna och ta bort styrbussningarna från de formade hålen på plattorna.Skruva loss förjusteringsmuttrarna och lämna dem på gafflarna (ungefär halva höjden av den gängade delen av muttern); Skruva sedan bort alla normala bultar som håller fast kopplingshuset till svänghjulet, och tryck sedan på huset för hand, skruva loss de sista justeringsmuttrarna, vrid dem parvis från motsatta sidor av huset tills fjädrarna är helt släppta från kompression. Ta sedan bort: kopplingskåpa, tryckfjädrar, värmeisolerande brickor, kopplingsspakar och tryckplatta från svänghjulet.
Efter demontering av kopplingen är det nödvändigt att tvätta delarna i en avfettningslösning, kontrollera deras lämplighet och, om nödvändigt, byta ut de oanvändbara delarna med nya.
I den här artikeln kommer vi att överväga vad som är huvuddetaljerna koppling ZIL 130 och hur man justerar "korgbenen".
Vad bilister och hantverkare kallar varandra "korg" har ett officiellt tekniskt namn - drivtryckskiva. Den är utformad för att överföra vridmoment från motorns svänghjul till kopplingslamell. För driften av tryckplattan är korgen utrustad med ett gjutjärnshölje, genom vilket hela mekanismen är bultad till svänghjulet.
Sexton fjädrar är placerade under höljet. Deras ansträngningar utövar press. För att koppla ur kopplingen har tryckplattan fyra infällbara spakar (i jargongen "tassar").
En stålskiva med friktionsfoder på båda sidor (i jargongen "feredo" från ordet ferodo, betecknar ett friktionsvärmebeständigt kompositmaterial). Kuddarna fästs med nitar. Om det finns en fixtur och utbytbara feredos är det möjligt att byta ut dem för att återställa skivan till fungerande kapacitet Bilden nedan visar tjockleken på friktionsfodren på den nya skivan.
Under drift, på grund av friktion och termisk överbelastning, raderas skivan och blir oanvändbar. Dämpardelen är också skadad (fjädrarna flyger av) och styrslitsarna slits och skivans stålbas spricker.
I den centrala delen av skivan finns en dämpare och ett hål med splines som passar in i splinesen på växellådans ingående axel. Dämpardelen med åtta fjädrar fungerar som dämpare.
Släpp lagret monterad på en koppling, som har anslag på båda sidor. Dessa stopp gör att du kan flytta kopplingen med lagret med hjälp av kopplingsgafflar. Trycker på kopplingspedalen - du flyttar den här gaffeln. Hon flyttar i sin tur "frigöringen" mot "korgen", där lagret vilar mot frigöringsspakarna. Spakarna trycker bort drivskivan från den drivna skivan och kopplingen kopplas ur så länge du håller kopplingspedalen nedtryckt. Du kan hitta ett detaljerat kopplingsdriftdiagram samt en guide för justering av kopplingspedalens fria spel i vår artikel - Free play of the clutch pedal zil 130. Justering.
Således är ZIL 130-kopplingen arrangerad på det enklaste sättet, utan pneumatiska hydrauliska boosters och med en driven skiva. (Till exempel på KamAZ, MAZ och KrAZ används två drivna skivor mellan vilka en mellanplatta är installerad och frigöringskraften ökas med hjälp av en CCGT).
Det är mest bekvämt att demontera på ett visningsdike med en speciell vinsch för att ta bort växellådan. Procedur för demontering:
- Skruva loss de fyra muttrarna som håller fast växellådan vid motorkåpan.
- Flytta dig bort från motorn, dra av växellådan från monteringsbultarna och sänk ner den på pallen med en vinsch. Det kommer att finnas ett utlösningslager på växellådans ingående axel.
- Skruva loss de åtta bultarna som håller fast tryckplattan till motorns svänghjul.
- Ta försiktigt bort tryckplattan medan du håller i den drivna skivan (som är inklämd mellan svänghjulet och korgen).
Efter det kan du inspektera delarnas tillstånd: arbetsytan på tryckplattans tassar, bedöm slitaget på friktionsfodren på den drivna skivan. Ett fungerande frigöringslager ska rotera lätt utan att göra främmande ljud.
Justering av korgens ben utförs efter reparation eller byte av kopplingselementen som vi har diskuterat ovan.Pålitlig och långvarig drift av kopplingen beror på korrekt exponerade spakar. Huvuduppgiften är att hitta spakarnas arbetsyta på ett visst avstånd från tryckplattan och alltid i samma plan för att undvika distorsion.
För justering behöver du ett extra svänghjul, som kan köpas vid demontering.
Utan att ta bort den monterade kopplingstryckplattan (korgen) från det extra svänghjulet (används som en fixtur), är det nödvändigt att justera spakarnas läge i förhållande till tryckplattans arbetsyta.
Vrid justermuttrarna med en skiftnyckel, ställ in alla spakar i ett sådant läge att avstånd från tryckplattans arbetsyta till toppen av de sfäriska utsprången på spakarnas inre ändar var inom 39,7-40,7 mm. I detta fall måste ändarna på spakarna ligga i samma plan parallellt med tryckplattans arbetsyta med en noggrannhet på 0,5 mm, inte mer.
Efter att ha justerat kopplingen är det nödvändigt att dra åt bultarna på stödplattorna (åtdragningsmoment 1,0-1,5 kgm). Sedan saxa bultar (figur åtta) med mjukglödgad ståltråd med en diameter på 1 mm.
| Video (klicka för att spela). |
Centrera justermutterns gängade anslutning med den gängade änden av oket vid en punkt.
Skruva loss bultarna som håller fast höljet till det extra svänghjulet och ta bort tryckplattan med höljet. Skruva i detta fall loss alla bultar gradvis och i följd för att undvika deformering av kopplingskåpan.














