Gör-det-själv reparation av svetsbrännare för en halvautomatisk enhet
I detalj: gör-det-själv reparation av svetsbrännare för en halvautomatisk enhet från en riktig mästare för webbplatsen my.housecope.com.
0
poipoi 9 augusti 2011
Det finns en halvautomatisk anordning i fungerande skick med en mycket sjaskig brännare (+ gasgifter) brännaren är inte avtagbar - den går med sin hylsa in i kroppens djup. Går det att byta ut brännaren på egen hand? Är det nödvändigt att leta efter en brännare på samma sätt? eller du kan skruva någon observera diametern på tråden?
enhet TELWIN TELMIG 130 sådan
0
budia 22 januari 2012
1
30 januari 2012
Det finns en halvautomatisk anordning i fungerande skick med en mycket sjaskig brännare (+ gasgifter) brännaren är inte avtagbar - den går med sin hylsa in i kroppens djup. Går det att byta ut brännaren på egen hand?
Kontakta först tjänsten, låt dem säga hur mycket det kostar separat. Varför lägga något på lim och munstycken!? Och du kan ändra det själv, eller så växte dina händer från rätt ställe. Eftersom Vissa människor kan inte ens hålla i en skruvmejsel. Och de kan inte byta brännare alls.
En halvautomatisk svetsmaskin är en ganska populär enhet bland professionella och hemhantverkare, särskilt de som är involverade i karossreparation. Denna enhet kan köpas färdig. Men många ägare av växelriktarsvetsmaskiner undrar: är det möjligt att konvertera växelriktaren till en halvautomatisk enhet för att inte köpa en annan svetsare? Att göra en halvautomatisk enhet från en växelriktare med dina egna händer är en ganska svår uppgift, men med en stark önskan är det ganska genomförbart.
För att montera enheten behöver du följande artiklar:
inverter svetsmaskin;
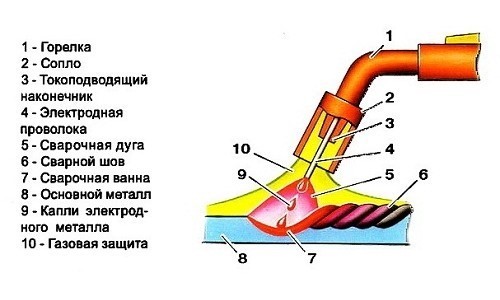
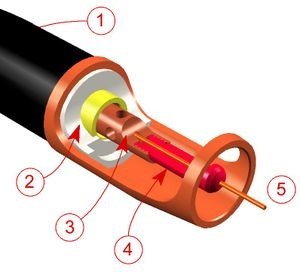
en brännare, såväl som en speciell flexibel slang, inuti vilken en gasledning, en trådledare, en strömkabel och en elektrisk kontrollkabel passerar;
mekanism för enhetlig automatisk trådmatning;
styrmodul, såväl som en motorhastighetsregulator (PWM-regulator);
skyddsgasflaska (koldioxid);
magnetventil för avstängning av gas;
spole med elektrodtråd.
Video (klicka för att spela).
För att montera en hemmagjord halvautomatisk enhet från en svetsväxelriktare måste den senare generera en svetsström på minst 150 A. Men den måste uppgraderas något, eftersom växelriktarens strömspänningsegenskaper (CVC) inte är lämpliga för svetsning med elektrodtråd i skyddsgasmiljö.
Men mer om det senare. Först måste du göra den mekaniska delen av den halvautomatiska enheten, nämligen trådmatningsmekanismen.
Eftersom mataren kommer att placeras i en separat låda är den idealisk för detta ändamål. datorsystemfodral. Dessutom behöver du inte slänga strömförsörjningen. Den kan anpassas till funktionen av brytmekanismen.
Först måste du mäta diametern på trådspolen eller, efter att ha skisserat den på papper, klipp ut en cirkel och sätt in den i kroppen. Det måste finnas tillräckligt med utrymme runt rullen för att rymma andra komponenter (strömförsörjning, slangar och trådmatare).
Vajerdragningsanordningen är gjord av en vindrutetorkarmekanism från en bil. Under den är det nödvändigt att designa en ram som också kommer att hålla tryckrullarna. Layouten ska ritas på tjockt papper i verklig skala.
Mataren bör installeras i höljet så att anslutningen är på en lämplig plats.
För att tråden ska matas jämnt måste alla komponenter fixeras precis mitt emot varandra. Rullarna ska vara centrerade i förhållande till hålet för inloppskopplingen som sitter i anslutningen för anslutning av slangen.
som rullstyrningar använd lager med lämplig diameter. Ett litet spår bearbetas på dem med hjälp av en svarv, längs vilken elektrodtråden kommer att röra sig. För mekanismens kropp kan du använda plywood 6 mm tjock, textolit eller slitstark plåtplast. Alla element är fixerade på grundval, som visas på följande bild.
Används som primär trådledare axiellt borrad bult. Resultatet är något som en trådextruder. Vid beslagets inlopp sätts en kambricka förstärkt med en fjäder på (för styvhet).
Stängerna som rullarna är fästa på är också fjäderbelastade. Klämkraften ställs in med hjälp av en bult undertill, till vilken fjädern är fäst.
Grunden för att fixera spolen kan göras av en liten bit plywood eller textolit och trimma ett plaströr med lämplig diameter.
Därefter måste alla komponenter noggrant placeras i höljet.
För att uppnå en god svetskvalitet vid svetsning är det nödvändigt att säkerställa att tråden matas med en viss och konstant hastighet. Eftersom motorn från torkaren är ansvarig för utrustningens matningshastighet, behövs en anordning som kan ändra rotationshastigheten för dess ankare. För detta är en färdig lösning lämplig, som även kan köpas i Kina, och den kallas PWM-kontroller.
Nedan följer ett diagram av vilket det framgår hur varvtalsregulatorn är kopplad till motorn. Styrenhetens regulator med en digital display visas på frontpanelen av väskan.
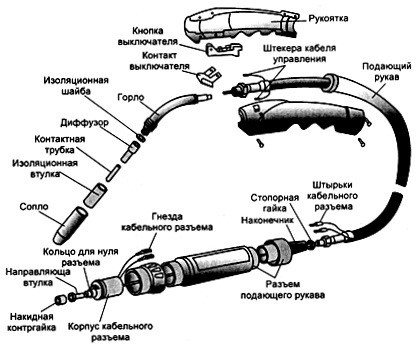
Därefter måste du installera relä som styr gasventilen. Det kommer också att styra starten av motorn. Alla dessa element måste aktiveras genom att trycka på startknappen på brännarhandtaget. I det här fallet bör gastillförseln till svetsplatsen vara före (med cirka 2-3 sekunder) från början av trådmatningen. Annars kommer ljusbågen att antändas i en atmosfär av atmosfärisk luft och inte i en skyddsgasmiljö, vilket resulterar i att elektrodtråden smälter.
Ett fördröjningsrelä för en hemmagjord halvautomatisk enhet kan monteras baserat på den 815:e transistorn och kondensatorn. För att få en paus på 2 sekunder räcker det med en 200-2500 uF kondensator.
Magnetavstängningsventil placeras på någon plats där den inte kommer att störa driften av rörliga delar, och är ansluten till kretsen enligt diagrammet. Du kan använda en luftventil från GAZ 24 eller köpa en speciell designad för halvautomatiska enheter. Ventilen ansvarar för den automatiska tillförseln av skyddsgas till brännaren. Den slås på efter att ha tryckt på startknappen på den halvautomatiska brännaren. Närvaron av detta element sparar avsevärt gasförbrukning.
Vidare, efter installation av alla noder i höljet, kommer fästet till växelriktaren för halvautomatisk svetsning att vara redo för drift.
Men som redan nämnts är omriktarens strömspänningsegenskaper (CVC) inte lämpliga för full drift av den halvautomatiska enheten. Därför, för att det halvautomatiska prefixet ska fungera tillsammans med en växelriktare, måste små ändringar göras i dess elektriska krets.
Det finns många scheman för att ändra I-V-karakteristiken för en växelriktare, men det enklaste sättet att göra detta är enligt följande:
montera enheten med hjälp av gasreglage från lysrör enligt schemat nedan;
för att ansluta den monterade enheten måste du montera ett annat block enligt följande schema;
För att förhindra att växelriktaren utlöser överhettningssensorn måste en optokopplare lödas (parallellt) till den, som visas i följande diagram.
Men om svetsströmmen styrs i växelriktaren med en shunt, då kan du montera en enkel krets med tre motstånd och en lägesomkopplare, som visas nedan.
Som ett resultat kommer omvandlingen av en svetsomriktare till en halvautomatisk enhet att kosta 3 gånger billigare än en redan färdig enhet. Men självklart, för självmontering av enheten måste du ha viss kunskap inom radiobranschen.
Halvautomatiska svetsmaskiner är enkla och pålitliga konstruktioner. Men ingenting är evigt, även mekanismer av högsta kvalitet kan misslyckas, huvudorsakerna kan vara brott mot driftreglerna.
Halvautomatisk svetsanordning.
Oftast uppstår fel i en halvautomatisk svetsmaskin i de svagaste delarna av utrustningen. I denna mekanism är en sådan plats ett märkesblock, till vilket svetsledningarna är anslutna. Vid dålig kontakt i kombination med ökad svetsström kan överhettning av anslutningar och kablar anslutna till den uppstå. Detta kommer att leda till förstörelse av anslutningen, därefter bränner det isolerande skiktet vid ändarna av lindningarna och en kortslutning kan uppstå.
I detta fall sorteras uppvärmda anslutningar, kontakter och klämmor rengörs för att skapa en bra passform för kontakterna på alla element. Andra fel kan också uppstå.
Arbetet med en halvautomatisk svetsmaskin.
I denna situation, när den är ansluten till nätverket, inträffar en spontan avstängning, eftersom skyddselementet utlöses. Sådana problem uppstår oftast i processen att stänga en högspänningskrets. Vanligtvis stänger de kablarna och höljet eller själva ledningarna. Skyddet kan fungera på grund av en kortslutning mellan spolvarven eller elementen i den magnetiska kretsen.
Om reparation är nödvändig, koppla bort svetsmaskinen från elnätet, lokalisera källan till problemet och åtgärda det - detta kan vara återställande av isolering, byte av kondensatorn och andra möjliga fel.
Denna typ av problem åtföljs oftast av överhettning av utrustningen. Det kan finnas flera faktorer:
bultarna som drar åt de magnetiskt ledande elementen lossas;
brott i kärnfästet eller i mekanismen för att flytta spolarna;
utrustningsöverbelastning (svetsmaskinen arbetade ganska länge, de högsta strömindikatorerna, ett stort elektrodtvärsnitt).
Enheten kan också brumma kraftigt när svetsledningarna eller magnetkretselementen är kortslutna. När du skapar ett sådant fel är det nödvändigt att kontrollera alla fästelement, och vid behov dras de åt, fel i kärnfästmekanismen elimineras, det är nödvändigt att kontrollera och isolera svetskablarna.
Halvautomatisk brännare.
Oftast uppstår sådana överträdelser från bristande efterlevnad av driftreglerna - inställningen av svetsströmmen överskrider de tillåtna gränserna, för stora elektroder används och svetsmaskinens drifttid (utan en nödvändig paus) överträds också . Om sådana problem uppstår är det nödvändigt att följa läget som är tillåtet för den här enheten, samt att kyla enheten och ta en paus från arbetet.
Överdriven överhettning leder till kortslutningar av spollindningarna - dessa är konsekvenserna av att bränna det isolerande lagret, vilket till och med leder till rök. Detta anses vara det allvarligaste sammanbrottet där enheten kan brinna ut. Om detta händer är det nödvändigt att återställa det isolerande lagret av ledningarna i spolarna, men det händer att du inte kan klara dig utan en fullständig återlindning. Vid återlindning ska en tråd av föregående sektion och med samma antal varv användas.
Och om en liten indikator på svetsström? Dessa fel är förknippade med en minskning av spänningen i strömförsörjningsnätverken eller ett haveri av regulatorn som levererar ström till enheten.
Om strömmen i svetsmaskinen inte är reglerad, uppstår ett liknande problem från en felfunktion i den mekaniska strömjusteringen.
Regulatorer i varje modell har olika modifieringar. Problem uppstår oftast i regulatorskruvarna, i klämelementen, med ojämn rörlighet för sekundärspolarna, om chokespolen är kortsluten, såväl som med penetrering av skräp eller främmande föremål.I det här fallet måste höljet tas bort och det är nödvändigt att studera alla kontrollmekanismer.
Spontant avbrott av ljusbågen utan möjlighet att återuppta arbetet. Med ett sådant fel uppstår bara gnistor istället för en båge. Detta händer om det finns ett sammanbrott i högspänningslindningen, från en kortslutning av svetstrådarna, om anslutningen av ledningarna till enhetens terminaler är bruten.
Överdriven strömförbrukning i nätverket utan belastning. Ett sådant problem kan uppstå på grund av kortslutningen av lindningsvarven, vilket kan elimineras genom att återställa isoleringen eller genom att helt ändra lindningen på svetsspolen.