I detalj: gör-det-själv-reparation av en 2n125-borrmaskin från en riktig mästare för webbplatsen my.housecope.com.
Tillverkare av vertikala borrmaskiner modellerna 2N125, 2N135, 2N150, 2G175 - Sterlitamak Machine-Tool Plant, OOO NPO Stankostroeniegrundades 1941.
Historien om Sterlitamak Machine Tool Plant börjar den 3 juli 1941, när evakueringen av Odessa Machine Tool Plant till staden Sterlitamak började.
Redan den 11 oktober 1941 började Sterlitamak Machine-Tool Plant tillverka speciella ballastmaskiner för försvarsindustrin.
För närvarande producerar anläggningen metallbearbetningsutrustning, inklusive CNC-svarv- och fräsmaskiner, multifunktionella bearbetningscenter, metallbearbetnings- och skärverktyg.
Den universella vertikala borrmaskinen 2H125, med en nominell borrdiameter på 25 mm, används i företag med enkel- och småskalig produktion och är utformad för att utföra följande operationer: borrning, brotschning, försänkning, försänkning, brotschning och trimning med knivar.
Gränserna för antalet varv och matningar av spindeln tillåter bearbetning av olika typer av hål under rationella skärförhållanden.
Kronologi tillverkning av fabriken av vertikala borrmaskiner 2125-serien med en borrdiameter på upp till 25 mm:
- 2125 - den första modellen av en serie vertikala borrmaskiner, tillverkade från 1945 till 1950.
- 2A125, 2A125A, 2A125K - följande modeller i serien, tillverkades från 1950 till 1965.
- 2N125, 2N125A, 2N125K, 2N125F2 - den mest populära och massmodellen i serien, producerad från 1965 till början av 90-talet
- 2S125, 2S125-01, 2S125-04 - de senaste modellerna i serien. Utgått ur produktion 2014
| Video (klicka för att spela). |
Närvaron på maskinerna av den mekaniska matningen av spindeln, med manuell kontroll av arbetscykler.
Tillåter bearbetning av delar i ett brett spektrum av storlekar från olika material med hjälp av verktyg gjorda av högkolhaltiga och snabba stål och hårda legeringar.
Maskinerna är utrustade med en anordning för att vända huvudrörelsens elmotor, vilket gör att de kan gängas med maskinkranar när spindeln matas manuellt.
Placeringskategori 4 enligt GOST 15150-69.
Utvecklaren är Odessa Special Design Bureau of Special Machine Tools.
För bearbetning av hål med olika diametrar används grundläggande vertikala borrmaskiner: 2H125. De två sista siffrorna i varje modellnummer indikerar den största håldiametern i mm som kan borras på denna maskin i 45 stålämnen.
Baserat på ovanstående grundmodeller av verktygsmaskiner har följande modifierade modeller skapats:
2H125A - vertikala borrmaskiner med automatiserad kontroll (kontroll utförs med förkonfigurerade kammar och knappar);
2N125K - koordinera vertikala borrmaskiner med ett tvärbord;
2Н125С - speciella vertikala enpositionsborrmaskiner med en flänspinne, som tjänar till att montera flerspindliga huvuden;
2Н125Н - Flerpositionsborrmaskiner utformade för att installera flerspindliga huvuden och roterande bord;
2N125F2 – CNC-borrmaskiner, korsbord och revolver, etc.
- 2T125, 2T140, 2T150 - Tillverkare: Gomel Plant of Machine Tool Units
- 2AC132, 2AC132-01 - Tillverkare: Astrakhan Machine Tool Plant
- 2L125, 2L132, 2L135, LS25, LS35 - Tillverkare: Lipetsk Machine Tool Enterprise (PJSC STP-LSP)
- MN25L, MN25N-01 - Tillverkare: Molodechno verktygsmaskinfabrik
Ritning av arbetsutrymmet för borrmaskinen 2H125
Foto på borrmaskinen 2H125
Placering av borrmaskinens huvuddelar 2H125
- Borrmaskinsdrift - 2Н125.21.000
- Maskinens växellåda - 2Н125.20.000
- Oljekolvpump - 2N125.24.000 för maskin 2N125
- Oljekolvpump - 2Н135.24.000
- Matarlåda - 2Н125.30.000
- Kolonn, bord, spis - 2Н125.10.000
- Hastighets- och matningskontrollmekanism - 2Н125.25.000
- Elskåp - 2Н125.72.000
- Elektrisk utrustning - 2Н125.94.000
- Spindelmontering - 2Н125.50.000
- Maskinkylsystem - 2Н125.80.000
- Borrhuvud - 2Н125.40.000
Placeringen av kontrollerna för borrmaskinen 2H125
- Plåt - "Påfyllning" kylvätska
- Tallrik - "Drain"
- Startventil för kylning
- + 19 bultar för justering av bordkil och borrhuvud
- Bordshandtag för resor
- Bordsklämma och skruvar med borrhuvud
- Plåt - "Jordning"
- Inledande switch
- Etikett - "Main Switch"
- Signalknapp MASKINEN PÅ
- Knapp för att slå på spindelns högra rotation
- Knapp för att slå på spindelns vänstra rotation
- Knapp för att slå på spindelns gungande rörelse vid växling av hastigheter och matningar
- Ändringsknapp
- STOPP-knapp
- Platta - "Speed"
- Skylt - "Ändra hastighet endast när stoppad"
- Bordsklämma och skruvar med borrhuvud
- +4 bultar för justering av bordskil och borrhuvud
- Plåt - "Matning, mm per varv"
- Mata växelspaken
- Knapp för aktivering av manuell matning
- Matningsmekanism handratt
- Lem för att räkna bearbetningsdjupet
- Lampknapp
- Tallrik - "Kylning"
- Omkopplare för kylvätskepump
- Djupjusteringskam
- Kam för inställning av djupet på tråden som ska skäras
- Spaken för automatisk omkastning av huvuddrivningen när det specificerade djupet på gängan har nåtts
- Spak för avstängning av kraftmatningen när ett förutbestämt bearbetningsdjup har uppnåtts
- Fyrkantig för manuell förflyttning av borrhuvudet
Kinematiskt diagram av borrmaskinen 2H125
Listan över grafiska symboler på borrmaskinen 2H125
Ritning av växellådan till borrmaskinen 2H125
Växellåda och drivning. Växellådan informerar spindeln om 12 olika rotationshastigheter med hjälp av mobila block 5 (fig. 7), 7, 8. Växellådans axelstöd är placerade i två plattor - den övre och den nedre 4, fästa tillsammans med fyra kopplingar 6 Växellådan drivs i rotation av en vertikalt placerad elmotor genom en elastisk koppling 10 och kugghjul 9. Lådans sista axel 2 - hylsan - har ett slitshål genom vilket rotationen överförs.
Genom kugghjulsparet 3 överförs rotationen till matarlådan.
Smörjning av växellådan, såväl som alla monteringsenheter av borrhuvudet, utförs från en kolvpump monterad på bottenplattan 4. Pumpens drift styrs av en speciell oljemätare på framsidan av undermotorn tallrik.
Styrmekanism för hastigheter och matningar av en borrmaskin 2H125
Mekanismen för att byta hastigheter och matningar av en borrmaskin 2H125
Mekanism för att växla hastigheter och matningar. Växling av hastigheter utförs av handtag 2 (fig. 8), som har fyra lägen längs omkretsen och tre längs axeln, växling av matningar utförs av handtag 3, som har tre lägen längs omkretsen för maskiner av modellerna 2H135 och fyra för 2H150 och tre positioner längs axeln. Handtagen är placerade på framsidan av borrhuvudet. Nedräkningen av de inkluderade hastigheterna och matningarna görs enligt skyltarna 1 och 4.
Ritning av matningslådan till borrmaskinen 2H125
Växellåda. Mekanismen är monterad i ett separat hölje och installerad i borrhuvudet. Genom att flytta två trippelblock av växlar utförs nio olika matningar på 2H125, 2H135-maskinerna och tolv matningar på 2H150-maskinen. På maskiner 2N125 och 2N135 skiljer sig matarlådorna endast i drivningen, som på maskinen 2N125 består av växlar 1 (fig. 9), på maskiner 2N125, 2N135 - av växlar 2, 3 - respektive.Matarlådan är monterad i hålet i toppstödet på matningsmekanismens snäcka. På lådans sista axel är en koppling 4 planterad, som överför rotation till masken.
Ritning av borrhuvudet på borrmaskinen 2H125
Borrhuvud är en lådsektionsgjutning i vilken maskinens alla huvudenheter är monterade: en växellåda, en matningslåda, en spindel, en matningsmekanism, en spindelmotvikt och en växel- och matningsväxlingsmekanism.
Matningsmekanism, bestående av ett snäckväxel, en horisontell axel med kuggstång och kugghjul, en lem, en kam- och spärrkopplingar, ett handhjul, är en integrerad del av borrhuvudet.
Matningsmekanismen drivs från matarlådan och är utformad för att utföra följande operationer:
- manuell inställning av verktyget till delen;
- slå på arbetsflödet;
- manuell matning framåt;
- stänga av arbetsflödet;
- manuellt tillbakadragande av spindeln;
- manuell matning som används vid gängning.
Funktionsprincipen för matningsmekanismen är som följer: när handratten 14 (fig. 10) roterar, vrider kamkopplingen 8 på sig själv, vilket roterar kuggstångens drevaxel 3 genom hylsan-halvkopplingen 7 , och spindeln matas manuellt. När verktyget närmar sig delen uppstår ett vridmoment på kuggaxeln 3 som inte kan överföras av kamkopplingens 8 tänder, och halvkopplingen 7 rör sig längs axeln tills ändarna på kammarna på delarna 7 och 8 står mot varandra. I detta ögonblick roterar kamkopplingen 8 relativt växelaxeln 3 i en vinkel på 20°, vilket begränsas av ett spår i delen 8 och en tapp 10. En dubbelsidig spärrskiva 6 sitter på hållaren - halva -koppling 7, ansluten till halvkopplingen med spärrhakar 13. Vid förflyttning av hållarhalvkopplingen 7 griper skivans 6 tänder in i skivans tänder integrerade med snäckhjulet 5. Som ett resultat av detta kommer rotationen från masken överförs till kuggstången och spindeln matas mekaniskt. Med ytterligare vridning av ratten 14 med matningen påslagen glider spärrhakarna 13, som sitter i hållarhalvkopplingen 7, över tänderna på insidan av skivan 6; det sker en manuell frammatning av den mekaniska matningen.
När matningen aktiveras manuellt av handratten 14 (efter att ha vridit den mot sig själv i en vinkel av 20°), står kopplingstanden 8 mot håligheten i halvkopplingen 7. Som ett resultat av axiell kraft och en speciell fjäder 12 växlar halvkopplingen 7 åt höger och frigör de kuggade skivorna 5 och 6; den mekaniska matningen stannar.
Matningsmekanismen tillåter manuell matning av spindeln. För att göra detta, stäng av den mekaniska matningen med handratten 14 och flytta kåpan 9 längs axeln på växelaxeln 3 bort från dig. I detta fall överför stift II vridmoment från kamkopplingen 8 till den horisontella axeln. Ben 4 är monterad på borrhuvudets vänstra vägg för visuell avläsning av bearbetningsdjupet och kammarnas inställning.
För manuell förflyttning av borrhuvudet längs styrpelarna finns en mekanism som består av ett snäckpar 2 och ett kuggstångspar I. För att skydda matningsmekanismen från brott finns en säkerhetskoppling 15. Mutter 16 och skruv 17 är används för att justera fjäderns motvikt.
Spindelmontering av en vertikal borrmaskin 2H125
Spindel 2 (Fig. 11) är monterad på två. Den axiella matningskraften uppfattas av det nedre axiallagret och verktygets utslagskraft uppfattas av det övre. Lagren är placerade i hylsan 3, som rör sig längs axeln med hjälp av ett kuggstångspar. Spindellagren justeras med mutter 1.
För att slå ut verktyget används en speciell anordning på spindelhuvudet. Knockout uppstår när spindeln lyfts av handratten. Anordningens hållare vilar mot kroppen av borrhuvudet och spaken 4, vridande runt axeln; slår ut verktyget.
Den elektriska kretsen för borrmaskinen 2H125
Beskrivning av maskinens elektriska krets
Genom att slå på introduktionsmaskinen B1 läggs spänning på huvud- och hjälpkretsen, signallampan tänds.Om kylning och belysning krävs ställs motsvarande strömbrytare i läge "ON". Genom att trycka på knappen Kn2 “HÖGER” får startspolen P1 ström, huvudkontakterna slår på M1 för rätt rotation av spindeln. Genom hjälpkontakterna P1 slås startmotorn P5 på, som inkluderar den elektriska pumpen M2 och fördröjningsreläet P12.
När knappen KNZ "LEFT" trycks in stängs startmotorn P1, elmotorn M1, reläet P12 av efter urladdningen av kondensatorn C3, kontakterna på reläet P12 (28-26) stängs och startmotorn P2 och M1 slås på för vänsterrotation. Relä P12 slås på igen.
Med automatisk reversering sker dessa omkopplingar när mikrobrytaren B4 påverkas av en kam monterad på lemmen.
Stoppet görs genom att trycka på knappen Kn1 “STOPP”, medan startmotorerna P1 eller P2, P5 stängs av och M1, M2 stängs av. Genom kontakterna på reläet P12 (7-9) slås reläet P11 på, följt av aktiveringen av startarna P3 och P4. Lindningarna på elmotorn M1 är anslutna genom likriktarna D1, D2 till transformatorn Tr2, dynamisk bromsning sker. Efter urladdningen av kondensatorn C1, C2 stängs reläet P11 av, vilket kopplar bort startarna P3, P4 och M1 från bromskretsen.
Vid växling av hastigheter, om växlarna inte kopplas in, används stegrotation av elmotorns rotor. Genom att trycka på knappen Kn4 "CRANK" slås startmotorn P4 på, en reducerad likriktad spänning flyter genom faserna 1C2-1CЗ. Genom motståndet P2 slås reläet P11 på med en fördröjning, stänger av startmotorn P4 och slår på P3 - spänningen flyter genom faserna 1C1-1C2. Sådan omkoppling ger svängning av rotorn och kinematik, vilket underlättar omkopplingshastigheter.
Termiska reläer används för överbelastningsskydd. För nollskydd - spolar och kontakter av magnetiska starter.
Sidor 1 2 3 nästa
För att skicka ett svar måste du logga in eller registrera dig.
- Jedi Knight
- Var: Kostroma
- Registrering: 23-05-2011
- Inlägg: 1,010
Han räddade en borrmaskin från järnmetall. Jag tog inte isär den så bra, jag rengjorde den, smorde den, kopplade den till nätverket, allt fungerar i princip, men det finns ett ögonblick. När den automatiska matningen slås på går spindeln i luften normalt, så fort den börjar komma in i metallen stängs matningen av. Provat olika kombinationer av hastigheter, resultatet är detsamma.
När man borrar trä finns det inga sådana problem.
Det finns en termojacka, men den är avskuren för tillfället. Jag säger att problemet inte ligger i elektroniken, det finns en motor för rotation och för sänkning, den är nu ansluten direkt till 380v genom en konventionell maskin. Rotationen stannar inte, bara sänkningen stannar.
Magisk blackmetal. 
Om inte en hemlighet, hur mycket stod då frälsningen upp?
Jag vet inte säkert ännu, personen angav 25 r / kg, maskinen har ännu inte vägts, men på Internet väger den cirka 600 kg.
Och verkligen magiskt, nu kan du inte köpa något värt för den typen av pengar. Något liknande kommer att kosta många gånger mer.
Innan dess köpte jag en fullt fungerande svarv för 15 tr. inklusive transport. dess vikt är 1,3 ton)
Innan dess köpte jag en fullt fungerande svarv för 15 tr. inklusive transport. dess vikt är 1,3 ton)
Overklig tur. Bara overkligt.
Händer detta ofta? Jag skulle vilja övervaka situationen på dessa saker på något sätt. Hur, jag vet inte ens.
Installerar du allt detta i din garage-verkstad?
- PVS
- Jedimästare

- Var: Sverdlovsk
- Registrering: 15-06-2011
- Inlägg: 14,334
Så du måste göra det manuellt.
- Jedi Knight
- Var: Kostroma
- Registrering: 23-05-2011
- Inlägg: 1,010
Så du måste göra det manuellt.
Innan dess köpte jag en fullt fungerande svarv för 15 tr. inklusive transport. dess vikt är 1,3 ton)
Overklig tur. Bara overkligt.
Händer detta ofta? Jag skulle vilja övervaka situationen på dessa saker på något sätt. Hur, jag vet inte ens.
Installerar du allt detta i din garage-verkstad?
Det här är från olika platser. Bara en slump.
Nej, jag har en metallverkstad. Jag hyr ett rum.
tidigare hyrt ett rum med ett antal maskiner.Jag ville köpa tillbaka något, de gav det inte tillbaka, nu ligger det hela på gatan, men ändå ger de inte bort något.
ge fortfarande ingenting
Hela essensen av en oduglig chef. Ett sådant verktyg att pissa. De vet bara hur man hyr ut och har pengar på detta. Och sinnet att övermanna den befintliga utrustningen räcker inte.
Jag tittar på YouTube, i Ufa samma skit, den tidigare anläggningen med verktygsmaskiner, som kostade en riktig dofiga. Till metallens pris kan du lösa in. Endast frakt blir dyrt antar jag. Vid behov ger jag dig en kontaktperson som jobbar där / bemästrar / fotar bloggar.
Det finns inte bara svarvar, det finns några väldigt specialiserade, som en press för hårda ton och allt det där. Jag minns inte exakt. En stor hög med bälten hopade sig i ett separat rum.
Naturligtvis vet jag inte, men varför behöver du det här flödet? Jag har aldrig använt min. Den har ett evigt problem, det är smörjning. Om din smörjning inte flyter och ånga: spindel - fjäderpenna utan bakslag, lycka till.
Sidor 1 2 3 nästa
För att skicka ett svar måste du logga in eller registrera dig.
Meddelande #1 Alex72 » 2 januari 2018, 12:43
Meddelande #2 RAD » 2 januari 2018, 12:48
Meddelande #3 Salnik1970 » 2 januari 2018, 13:20
Meddelande #4 vanek-in1 » 2 januari 2018, 17:12
Meddelande #5 maskinist » 2 januari 2018, 18:16
Meddelande #6 Salnik1970 » 2 januari 2018, 21:09
Meddelande #7 Alex72 » 3 januari 2018, 13:01
Tack ! Säga. Vilken sida är bättre att öppna sidokåpan? Vad vore bättre att komma nära i vår
Skickat efter 2 minuter 31 sekunder:
Meddelande #8 Salnik1970 » 3 januari 2018, 13:41
Meddelande #9 vanek-in1 » 3 januari 2018, 13:42
Meddelande #10 Alex72 » 6 januari 2018, 01:56
Öppnade idag från sidan av lemmen. Drag ut flänsen. Fästs på den med två bultar. Någon form av fjädermekanism. med ett ok. Solhjulet satt kvar på flänsen. Den innehåller en liten växel. Som sitter på axeln på själva ratten. Uppvuxen i en manuell fjäderpenna. Stöd och samlade allt. Pennan faller inte. Bra. Men hon återvänder aldrig till toppen.
Jag läser. vad som finns i skåpet. . Så vitt jag förstår. Det finns en kedja med en last för att återföra fjäderpennan.
Och en annan fråga: Berätta för mig enheten av locket på ratten 125ki. Jag har förlorat.
Hur svårt är det att göra det själv?
Skickat efter 2 minuter 53 sekunder:
En liten bakgrundshistoria. Under en tid arbetade jag i en verkstad för reparation av högtrycksbränslepumpar (högtrycksbränslepumpar), och det fanns en övergiven borr, det vill säga en borrmaskin, på andra våningen. Ägaren tog det åt helvete och köpte henne, enligt hans åsikt, "en adekvat ersättare." När jag frågade vad det var med henne svarade han att fjäderpennan slår och det går inte längre för henne att borra.
När jag gick runt maskinen insåg jag att ägaren, lyckligtvis för mig, var full
dåren hade fel, och problemet ligger i lagren. Men jag berättade inte för honom om detta, utan erbjöd mig helt enkelt att köpa detta "skräp" från honom till priset av skrot, vilket han faktiskt snabbt gick med på. Därmed blev jag stolt ägare till en borrmaskin från slutet av 60-talet som vägde cirka 150 kilo, dess pelare är gjuten, i ett stycke, morsekona nr 2 i fjäderpennor och en kilowattmotor. Kort sagt en ganska liten industrimaskin.
Jag ringde snabbt en kompis med en semi-truck och vi, medan ingen ändrade sig, demonterade den i mer lättsmälta bitar, lastade in den i en bil och tog med den hem till mig till min balkongverkstad.

Därefter kom en mer detaljerad demontering av maskinen och pressade ut lagren som dödades i papperskorgen:

Detta följdes av: spolning av allt från gammalt fett, rengöring från gammal färg, byte av lager mot nya lager av sluten typ (täppta med fett från tillverkaren).



"Ren hatt" - skyddshölje av bälten:

Fjädermontering redan med nya lager:

Parallellt genomfördes spackling och målning av maskinen:



De sista delarna tvättas, värmekrympar sätts på handtagen för en mer estetisk look, fett (grizz) köps och allt är klart för slutmontering:



Sakta faller allt på plats:

I processen beslutades det att inte bada med den gamla trefasmotorn, jag har fortfarande inte tre faser hemma, så en ny kilowattmotor erhölls och en adapter bearbetades. Remskivan hissas till sin rätta plats på den nya motorn:

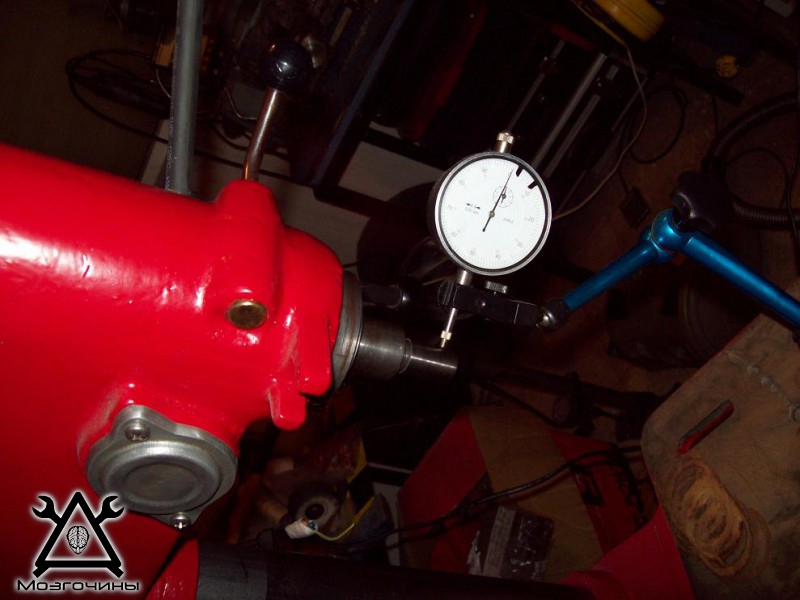
Jag kom ihåg att det skulle vara trevligt att kontrollera resultatet av fjäderreparationen, eller snarare, bytet av lager, och titta på de resulterande takterna, och jag försökte göra det. Och - åh, ett mirakel! - trots det faktum att jag inte följde noggrannhetsklassen när jag valde lager, överträffade resultatet alla förväntningar, den radiella avvikelsen var 0,01:
Till sist ett par sista småsaker - och maskinen är redan på plats:


Och i slutet - en liten kuriosa. Maskinen kom ut bara lysande, exakt, kraftfull, men ett problem: DEN Snurrar PÅ ANDRA SIDEN, det vill säga till vänster
Moralen i berättelsen är: drick inte mycket öl när du renoverar utrustning. Jag lanserade den hundra gånger, vred den, spottade den och ägnade ALDRIG uppmärksamhet åt att den roterar i motsatt riktning (förmodligen för att det inte fanns någon patron, men den syns inte på den runda axeln). Men det spelar ingen roll. Efter att ha slagit på motorn insåg jag att det inte skulle vara möjligt att enkelt vända den, och när jag spottade på den köpte jag en uppsättning "vänster" borrar, jag har använt den i flera år och är glad som en elefant

- DIY steampunk medaljong - 12/16/2016
- Steampunktändare – 2016-12-08
- En annan Steampunk-flashenhet - 2016-07-28
- Steampunk flash-enhet - 07/12/2016
- Elektrisk tiltskoter – 2016-06-18
- Instrumentbräda för elskoter – 2016-04-06
- Mini kubotan, flasköppnare, nyckelring – 2016-12-05
- Minihammare - 2016-04-30
- Flash-enhet i form av ett tändstift - 2016-04-25
- Hängsmycken för cyklister – video – 18.04.2016
- Elfäste till rullstol - 2014-09-07
- LED-strålkastare för elcyklar – 2014-06-25
- Post-nukleär lampa - 2014-06-24
- LED-strålkastare för elcyklar – 2014-06-22
- Marmorkantmaskin – 21.06.2014
Är det möjligt att ändra rotationsriktningen? Såvitt jag vet, är det bara problematiskt att ändra rotationsriktningen när man ansluter lindningarna med en "triangel" med lödda ledningar. I alla andra fall är det möjligt.
Klass. Kommer det fler artiklar med restaurering?
Hittar jag bilder så kommer det en till om en liten svarv :)
Jag tittade på bilderna, nej, det här är en fullständig mardröm, ingenting syns på dem, det kommer att finnas andra projekt
Inte varje enfas är lätt reversibel, i min är det omöjligt att göra utan en fullständig demontering för att komma till lindningarna, jag bestämde mig helt enkelt för att inte ta ett ångbad.
Maskinen har fungerat i 4 år redan och det finns inga klagomål, vänsterhänta borrar används vanligtvis på CNC-maskiner och därför av mycket högre kvalitet, då de är designade för tunga belastningar.
En workshop är naturligtvis möjlig, men förutom det finns det dussintals artiklar
Du behöver bara tänka i vilket avsnitt du ska lägga upp det.
Låt oss se, jag tycker att det är bättre att ha ett separat ämne, till exempel i en verktygslåda.
Super. Nästa inlägg lägg upp din workshop. Alla har redan uppskattat och vill gärna se din arbetsplats. Jag tror att det kommer att räknas.
Din webbläsare stöder inte canvas.





Universal vertikala borrmaskiner 2H125, 2H135, 2H150 används på företag med enkel- och småskalig produktion och är designade för att utföra följande operationer: borrning, brotschning, försänkning, försänkning, brotschning och trimning med knivar.
Närvaron av en mekanisk spindelmatning på maskiner, med manuell kontroll av arbetscykler, möjliggör bearbetning av delar i ett brett spektrum av storlekar från olika material med hjälp av verktyg gjorda av högkolhaltiga och snabba stål och hårda legeringar.
Maskinerna är utrustade med en anordning för att vända huvudrörelsens elmotor, vilket gör att de kan gängas med maskinkranar när spindeln matas manuellt.
Placeringskategori 4 enligt GOST 15150-69.
Kinematiskt schema
Det kinematiska diagrammet för maskinerna 2H125, 2H135 visas i Fig.5.
På grund av enkelheten hos kinematiska scheman ges inte deras beskrivning.
Notera.Bordsrörelsekedjan är densamma för alla tre maskinerna.
Matarkedjan är densamma för 2125- och 2H135-maskinerna.
Kolonn, bord, spis
Maskinens pelare är ett gjutjärn. Borrhuvudet och bordet flyttas manuellt längs laxstjärtspelarstyrningarna. Maskinbordet har tre T-spår. En elektrisk pump är installerad på grundplattan, och inuti plattan finns en tank med en sump för kylvätskan.
Växellåda och drivning
Växellådan informerar spindeln om 12 olika rotationshastigheter med hjälp av mobila block 5 (fig. 7), 7, 8. Växellådans axelstöd är placerade i två plattor - den övre 1 och den nedre 4, fästa tillsammans med fyra kopplingar 6. Växellådan drivs vertikalt placerad av elmotorn genom den elastiska kopplingen Yu och växel 9. Lådans sista axel 2 - hylsan - har ett slitshål genom vilket rotationen överförs till spindeln. Genom kugghjulsparet 3 överförs rotationen till matarlådan Smörjning av växellådan, liksom alla monteringsenheter av borrhuvudet, utförs från en kolvpump monterad på den nedre plattan 4. Pumpens funktion styrs av en speciell oljemätare på framsidan av undermotorplattan.
Mekanism för att växla hastigheter och matningar
Växlingshastigheter utförs av handtag 2 (fig. 8), som har fyra lägen längs omkretsen och tre längs axeln, växling av matningar utförs av handtag 3, som har tre lägen längs omkretsen för maskiner av modellerna 2H125, 2H135 och fyra för 2H150, och tre positioner längs axeln. Handtagen är placerade på framsidan av borrhuvudet. Nedräkningen av de inkluderade hastigheterna och matningarna görs enligt skyltarna 1 och 4.
Växellåda
Mekanismen är monterad i ett separat hölje och är installerad i borrhuvudet. Nio olika matningar på 2H125, 2H135-maskinerna och tolv matningar på 2H150-maskinen utförs genom att flytta två trippeluppsättningar växlar. På maskinerna 2H125 och 2H135 skiljer sig matarlådorna endast i drivningen, som på maskin 2H125 består av växlar I (fig. 9), på maskinerna 2H125, 2H135 - av växlar 2, 3 - respektive. Matarlådan är monterad i hålet i det övre stödet på matningsmekanismens snäcka. På lådans sista axel är en koppling 4 planterad, som överför rotation till masken.
Borrhuvud
Borrhuvudet är en gjutjärnsgjutning av en lådsektion, i vilken maskinens alla huvudenhetsenheter är monterade: en växellåda, en matningslåda, en spindel, en matningsmekanism, en spindelmotvikt och en växel- och matningsväxling mekanism.
Matningsmekanismen, bestående av ett snäckväxel, en horisontell axel med kuggstång och kugghjul, en lem, en kam- och spärrkopplingar, ett handhjul, är en integrerad del av borrhuvudet.
Matningsmekanismen drivs från matarlådan och är utformad för att utföra följande operationer:
manuell inställning av verktyget till delen; slå på arbetsflödet;
manuell matning framåt;
stänga av arbetsflödet;
manuellt tillbakadragande av spindeln;
manuell matning som används vid gängning.
Funktionsprincipen för matningsmekanismen är som följer: när handhjulet 14 (fig. 10) roterar, vrider kamkopplingen 8 på sig själv, vilket roterar kuggstångens axel 3 genom kuggstångens halva koppling 7, och spindeln matas manuellt. När verktyget närmar sig delen uppstår ett vridmoment på kuggaxeln 3 som inte kan överföras av kamkopplingens 8 tänder, och halvkopplingen 7 rör sig längs axeln tills ändarna på kammarna på delarna 7 och 8 står mot varandra. I detta ögonblick roterar kamkopplingen 8 relativt växelaxeln 3 i en vinkel på 20°, vilket begränsas av ett spår i delen 8 och en tapp 10. En dubbelsidig spärrskiva 6 sitter på klämmans halva -koppling 7, ansluten till halvkopplingen med spärrhakar 13. Vid förflyttning av clip-halvkopplingen 7 griper skivans 6 tänder in i skivans 6 tänder som är integrerade med snäckhjulet 5.Som ett resultat överförs rotationen från snäckan till kuggstången och spindeln matas mekaniskt. Med ytterligare vridning av ratten 14 med matningen påslagen, glider spärrhakarna 13, som sitter i hållar-halvkopplingen 7, över tänderna på insidan av skivan 6; det sker en manuell frammatning av den mekaniska matningen.
Matningsmekanismen tillåter manuell matning av spindeln. För att göra detta, stäng av den mekaniska matningen med handratten 14 och flytta kåpan 9 längs axeln på växelaxeln 3 bort från dig. I detta fall överför stiftet 11 vridmoment från kamkopplingen 8 till den horisontella axeln. Ben 4 är monterad på borrhuvudets vänstra vägg för visuell avläsning av bearbetningsdjupet och inställning av kammarna.
För manuell förflyttning av borrhuvudet längs styrpelarna finns en mekanism som består av ett snäckpar 2 och ett kuggstångspar 1. För att skydda matningsmekanismen från brott finns en säkerhetskoppling 15. Mutter 16 och skruv 17 är används för att justera fjädermotvikten.
Spindeln (Fig. 11) är monterad på två kullager. Den axiella matningskraften uppfattas av det nedre axiallagret, och verktygets utslagningskraft uppfattas av det övre. Lagren är placerade i hylsan 3, som rör sig längs axeln med hjälp av ett kuggstångspar. Spindellager justeras med mutter 1
För att slå ut verktyget används en speciell anordning på spindelhuvudet. Knockout uppstår när spindeln lyfts av handratten. Anordningens hållare vilar mot borrhuvudets kropp, och spaken 4, som vrids runt axeln, slår ut verktyget.
Kopplingsschema
Genom att slå på introduktionsmaskinen Q1 aktiveras huvud- och hjälpkretsen, signallampan H2 tänds på fjärrkontrollen. Om kylning och belysning krävs ställs motsvarande strömbrytare i läge ON.
Genom att trycka på knappen S2 HÖGER, aktiveras startspolen K1, huvudkontakterna sätter på motorn M1 för rätt rotation av spindeln. Genom hjälpkontakterna K1 slås startmotorn K2 på, som inkluderar elmotorn M2 och fördröjningsreläet K7.
Genom att trycka på S3 VÄNSTER-knappen inaktiveras startmotorn K1, motorn M1, reläet K7. Efter urladdningen av kondensatorn SZ stängs kontakterna på reläet K7 (28-26) och kortslutningsstartaren i elmotorn M1 slås på för vänster rotation av spindeln. Relä K7 slås på igen.
Med automatisk reversering sker dessa omkopplingar när mikrobrytaren S6 påverkas av en kam monterad på ratten.
Stoppa görs genom att trycka på knappen S1 STOP. I detta fall stängs startarna K1 eller kortslutningen, K2, som stänger av elmotorerna M1, M2, av. Genom kontakterna på reläet K7 (7-9) slås reläet K6 på, följt av aktiveringen av startarna K4 och K5. Motorlindningarna M1 är anslutna via likriktaren V1, V2 till transformatorn T1. Spindeln bromsas elektrodynamiskt.
Efter urladdningen av kondensatorerna C1, C2 stängs reläet K6 av, vilket stänger av startarna K4, K5.
Vid växling av varvtal, om växlarna inte kopplas in, appliceras en gungande rörelse av rotorn på motorn M1. Genom att trycka på S4 SWING-knappen slås K4-startern på, vilket ger en reducerad likriktad spänning genom faserna IC2-IC3.
Genom motståndet R2 slås reläet K6 på med en fördröjning, vilket stänger av K4-startaren och slår på K5-startaren. I detta fall flyter den reducerade spänningen genom ICI-IC2-faserna. Sådana växlingar ger svängning av rotorn, vilket gör det lättare att växla.
Vertikal borrmaskin 2n125 är designad för borrning, brotschning, försänkning, brotschning av hål i delar i enkel- och småskalig produktion. Maskinens noggrannhetsklass är H (normal).
Utformningen av borrmaskinen är tillräckligt styv och hållbar, vilket eliminerar möjligheten till vibrationer under bearbetning. Det är möjligt att bearbeta delar från olika material (stål, gjutjärn, icke-järnhaltiga material), höghastighetsverktyg (R6M5, R18) eller hårdlegering (TK, VK).
Borrmaskinanordning:
- Huvuddrift;
- Maskinhastighetslåda;
- Kolvpump;
- Kolvpump;
- Maskinmatningslåda;
- Kolonn, bord, spis;
- Mekanism för styrning av rotationshastigheter och matningar;
- Garderob;
- Maskinens elektriska utrustning;
- Slända;
- Maskinkylningssystem;
- Borrmaskinhuvud.
3. Kylningsväxlingsventil;
4.19 justeringsbultar för bordskilen och borrhuvudet;
5. Handtag för att flytta bordet och huvudet;
6.18 Klämskruvar för bord och huvud;
10.Signalknapp MASKIN PÅ;
11. Knapp för att slå på spindelns högra rotation;
12. Knapp för att slå på spindelns vänstra rotation;
13. Knapp för att slå på spindelns gungningsrörelse vid växling av rotationshastigheter och matningar S;
14. Växlingshandtag;
21. Handtag för att byta flöde;
22. Aktiveringsknapp för manuell matning;
23. Handratt för matningsmekanismen;
24. Lem för att räkna bearbetningsdjupet;
27. Kylpumpsbrytare;
28. Kam för justering av bearbetningsdjupet;
29. Kam för inställning av djupet på tråden som skärs;
30. Spaken för automatisk reversering av huvuddrivningen när det angivna värdet för djupet på gängan som skärs uppnås;
31. Spak för att stänga av matningen när ett förutbestämt djup för hålbearbetning nås;
32. Fyrkant för manuell rörelse av huvudet.
Tack vare de mobila enheterna 5, 7, 8 tar växellådan emot och överför 12 olika rotationshastigheter till spindeln. Växellådans axelstöd (lager) är placerade i två plattor 1 och 4, som är fästa tillsammans med fyra kopplingar 6. Växellådan roterar från en vertikalt placerad elmotor genom en elastisk säkerhetskoppling 10 och en cylindrisk växel 9.
Axel 2 - hylsa - är gjord med ett slitsat hål, genom vilket rotationen överförs till spindeln. Genom kugghjulsparet 3 överförs vridmomentet till matarlådan.
Matarlådan monteras i ett separat gjutjärnshus och monteras i borrhuvudet. Rörelsen utförs med två trippelblock av kugghjul och tar emot nio olika matningar.
| Video (klicka för att spela). |
Matningsmekanismen är ansluten till matningslådan och är utformad för att utföra olika operationer, nämligen:
- manuell tillförsel av skärverktyget till arbetsstycket;
- slå på verktygets arbetsmatning;
- manuell matningsrörelse;
- stänga av verktygets arbetsmatning;
- manuellt tillbakadragande av spindelhuvudet uppåt;
- manuell matning S, används vid skärning av olika gängor.













