Denna procedur utförs i följande sekvens.
VIDEO
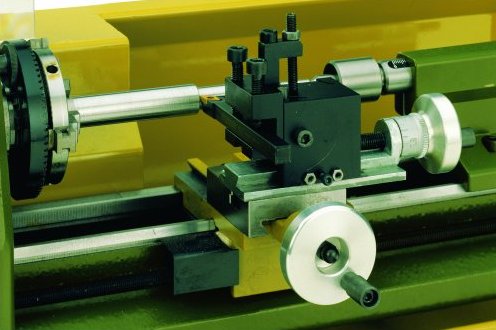
Vid metallbearbetning, för tillverkning av cylindriska (koniska) delar, används en svarv. Det finns många modeller av denna produktionsenhet, och alla har nästan samma layout av liknande komponenter och delar. En av dessa är maskinens bromsok.
Hemlagad svarv
För en bättre förståelse av de funktioner som svarvens bromsok utför kan du överväga dess funktion med hjälp av exemplet med den vanliga 16k20-modellen. Efter att ha granskat denna information kommer kanske några hemhantverkare att ha idén att skapa en hemmagjord svarv för metallarbete med sina egna händer.
Detta är en ganska komplicerad montering av en metallsvarv, trots sin uppenbara enkelhet. Från hur korrekt den är gjord, installerad, justerad - beror på kvaliteten på den framtida delen, och hur lång tid det tog att göra det.
Bromsoket placerat på maskinen 16k20 kan röra sig i följande riktningar:
tvärgående - vinkelrät mot det roterande arbetsstyckets axel för att fördjupa sig i det;
längsgående - skärverktyget rör sig längs arbetsstyckets yta för att ta bort ett överskott av material eller vrida en tråd;
lutande - för att utöka åtkomsten till arbetsstyckets yta i önskad vinkel.
Bromsoket för 16k20-maskinen är placerat på den nedre sliden, som rör sig längs styrningarna som är fixerade på ramen, och därmed uppstår en längsgående rörelse. Rörelsen ges av skruvens rotation, som omvandlar rotationskraften till translationsrörelse.
Svarvens stöd är utformat för att säkra och flytta skärverktyget
På den nedre sliden rör sig bromsoket också tvärs, men längs separata styrningar (tvärrutschbana) placerade vinkelrätt mot delens rotationsaxel.
Till tvärsliden, med en speciell mutter, är en roterande platta fäst, på vilken det finns guider för att flytta den övre sliden. Du kan ställa in rörelsen för den övre bilden med en vridskruv.
Rotationen av den övre sliden i horisontalplanet sker samtidigt med plattan. Sålunda installeras skärverktyget i en given vinkel mot den roterande delen.
Maskinen är utrustad med ett skärhuvud (verktygshållare), som är fäst på den övre sliden med specialbultar och ett separat handtag. Bromsokets rörelse sker längs ledskruven, som är placerad under löpaxeln. Denna matning görs manuellt.
Under arbetet med 16k20-maskinen uppstår naturligt slitage, lossning, lossning av bromsokfästena. Detta är en naturlig process och dess konsekvenser måste ständigt övervakas genom regelbundna justeringar och justeringar.
Huvudkomponenterna i svarven
På stödet av maskinen 16k20 görs följande justeringar:
Under den tvärgående och längsgående rörelsen av tjockleken på 16k20-maskinen längs släden uppstår slitage på skruven och deras arbetsyta på grund av konstant friktion.
Närvaron av sådant fritt utrymme leder till ojämn rörelse av bromsoket, fastnar, svängning under de resulterande laterala belastningarna. Överdrivet spelrum avlägsnas med hjälp av kilar, med vilka vagnen pressas mot styrningarna.
Glapp uppstår i skruvdragaren. Du kan bli av med den utan demontering med fästskruven på denna bromsok.
Vid långvarigt arbete på metall på en 16k20-maskin uppstår slitage och igensättning av tätningar som sitter i ändarna av vagnhyllan. Visuellt bestäms detta av utseendet på smutsiga ränder under bromsokets längsgående rörelse.
Svarv främre omslag med gland
För att eliminera detta fenomen utan att ta isär enheten är det nödvändigt att tvätta filtpackningen och blötlägga den med maskinolja. Om de slitna tätningarna är helt olämpliga bör de bytas ut mot nya.
Denna svarvanordning slits med tiden under konstant betydande belastningar i metallarbete.
Förekomsten av betydande slitage bestäms lätt av tillståndet på ytan på styrsliden. Små fördjupningar kan uppstå på dem, vilket kommer att förhindra den fria rörelsen av bromsoket i en given riktning.
Med regelbunden skötsel i tid kan sådana reparationer inte vara nödvändiga, men i händelse av en sådan defekt bör repareras och vid kraftigt slitage - en ersättning.
16K20-oket kräver ganska ofta vagnreparation, vilket består i att återställa de nedre styrningarna som samverkar med sängstyrningarna. Försiktighet måste iakttas för att upprätthålla en stabil vinkelrät position på vagnen.
När du reparerar bromsoket är det nödvändigt att kontrollera båda planen med hjälp av byggnadsnivån.
Den svarvanordning med vilken metallarbete utförs kan vara mycket enkel. Du kan montera en hemmagjord maskin med dina egna händer praktiskt taget från improviserade medel, som är tagna från mekanismer som har blivit oanvändbara.
Hemlagad svarv
Du bör börja med en metallram svetsad från en kanal, som kommer att bli sängen. Från den vänstra kanten är den främre fasta huvudstocken fixerad på den, och stödet är installerat till höger. En gör-det-själv hemmagjord maskin ger närvaron av en färdig spindel med en chuck eller frontplatta.
Spindeln tar emot vridmoment från elmotorn genom en kilremstransmission.
När du arbetar med en maskin för metall är det omöjligt att hålla skäraren med dina egna händer (till skillnad från att arbeta med trä), så du behöver en bromsok som rör sig i längdriktningen. En verktygshållare är installerad på den med möjlighet att alternera den tvärs mot rörelseriktningen för själva bromsoket.
Ställer in bromsokets och verktygshållarens rörelse med ett givet värde med rattskruv som har en ring med metriska indelningar. Svänghjulet drivs manuellt.
VIDEO
För att montera en vändanordning med dina egna händer behöver du:
hydraulcylinder;
stötdämparaxel;
hörn, kanal, metallbalk;
elektrisk motor;
två remskivor;
Bälte.
Hemlagad svarv på en kanal
En gör-det-själv hemmagjord svarv monteras på detta sätt:
En ramkonstruktion är sammansatt av två kanaler och två metallbalkar. Vid arbete på delar längre än 50 mm i framtiden bör material användas minst 3 mm tjockt för vinkeln och 30 mm tjockt för stängerna.
De längsgående axlarna är fixerade på två kanaler med styrningar med kronblad, som var och en är bultad eller svetsad.
För tillverkning av huvudstocken används en hydraulcylinder, vars väggtjocklek måste vara minst 6 mm. Två lager 203 är inpressade i den.
Genomgående lager, vars innerdiameter är 17 mm, läggs en axel.
Hydraulisk cylindern är fylld med smörjvätska.
En mutter med stor diameter är installerad under remskivan för att förhindra att lagren pressas ut.
Den färdiga remskivan är hämtad från en gammal tvättmaskin.
Bromsoket är gjord av en platta med cylindriska styrningar svetsade till den.
Patronen kan tillverkas av ett rörstycke med lämplig diameter, med muttrar påsvetsade och hål för 4 bultar.
Drivningen kan vara en elmotor i samma tvättmaskin (effekt 180 W), ansluten till topplocket med en remdrift.
Den nödvändiga informationen för reparation av en 1k62 skruvsvarv anges i reparationsmanualen. Här kan du även hitta information om alternativ för att uppgradera maskinen.
Maskiner kan ha olika typer av fel. Många av dem härrör från underlåtenhet att följa skötsel- och underhållsinstruktioner.
I vilket fall som helst, innan du fortsätter med felsökning, måste du bekanta dig med listan över de viktigaste möjliga felen.
Om arten av felet som har uppstått är identisk med den som beskrivs, måste du använda de föreslagna metoderna för eliminering.
Om felets karaktär inte överensstämmer med de listade och det är svårt att åtgärda, kontakta fabriken.
Listan över huvudfel finns i tabell 1, fel i smörjsystem i tabell 2.
Typ av fel
Orsaker
Elimineringsmetoder
Fall eller brist på nätspänning
Kontrollera närvaron och storleken på spänningen i nätverket
Det är omöjligt att växla 9, 10 (fig. 6) med handtag 5 (karakteristiskt ljud
Växellådan går inte ur neutralläget
Slå på elmotorn och (frihjuls)brytaren
Slumpmässig avstängning av elmotorn under drift
Termiskt relä utlöst av motoröverbelastning
Minska skärhastigheten och matningen
Spindelmoment mindre än manuellt
Otillräcklig remspänning
Öka remspänningen
Friktionskoppling lös
Bromsningen är för långsam
Svag bandspänning
Öka bromsbandets spänning
Kalipermatningsförstärkning mindre än vad som anges i manualen
Lastfjädern är inte tillräckligt åtdragen
Reparation och restaurering av skruvsvarv TV-4.
Kompositionen "Medium Rock" tillhör artisten Audionautix. Licens: Creative Commons Attribution (https://creativecommons.org/licenses/by/4.0/).
#LatheTV-4
Om du monterar en hemmagjord svarv för metall med dina egna händer kan du få funktionell utrustning för metallbearbetning till ditt förfogande utan extra kostnad. För objektivitet kommer vi inte bara att överväga monteringsprocessen, utan också de nuvarande erbjudandena på marknaden för färdiga produkter. Informationen nedan hjälper dig att göra rätt jämförande analys, med hänsyn till ekonomiska förmågor, yrkesskicklighet och andra personliga egenskaper.
Hemlagad högkvalitativ är inte på något sätt sämre än fabrikens motsvarighet
Kompakt utrustning tar inte mycket plats i din hemverkstad
Med hjälp av en skrivbordssvarv för metall kan du snabbt och effektivt utföra olika arbetsoperationer:
bearbetning av ändar, spår med erforderlig noggrannhetsnivå;
utbyggnad av befintliga koniska och cylindriska hål (brottsning);
noggrann skärning av ämnen enligt längden som fastställts av planen;
skapande av en reliefyta genom rullning;
skära standard- och specialgängor (extern/intern).
Komplexa och unika produkter kan skapas utan misstag med en metallsvarv för hemmet
Studera materialet i den här artikeln noggrant. Om genomförandet av projektet med dina egna händer är svårt, kommer kunskapen att vara användbar för en objektiv bedömning av sortimentet av specialiserade butiker. Separata avsnitt innehåller information om driftregler som hjälper till att förlänga livslängden för processutrustning och säkerställa en hög säkerhetsnivå.
Även en liten svarv väger mycket, skapar vibrationer under drift. En pålitlig ram (1) behövs, på vilken funktionsenheter och enskilda delar är fixerade. Om det är avsett att skapa en golvversion, använd pålitliga stöd av önskad längd. Den slutliga höjden på arbetsområdet bör vara användarvänlig.
Följande lista innehåller andra komponenter:
En växellåda är placerad i topplocket (3). Den är utformad för att justera spindelhastigheten (4), ändra mängden vridmoment.
På baksidan stöds arbetsstycket av ändstocken (6). Kranar, borrar och andra verktyg installeras också här vid behov.
I standardbearbetningsläget är skärarna fixerade i en speciell hållare (5).
Denna enhet är monterad på bromsoket (8). För jämn horisontell rörelse används en skruvmekanism, placerad i förklädet (7).
Matarlådan (2) driver drivaxeln.
vagnen (1) och hela blocket som helhet (17) drivs av löpaxeln (2);
rörelsemekanismen är förbunden med ett speciellt handtag (15);
dessa slider (3) ger rörelsefrihet för den övre delen i tvärriktningen (12);
den är fixerad på den roterande enheten (4) med längsgående styrningar (5);
skärarna är installerade i hållaren (6);
skruvar (7/8) används för att fixera denna del / verktyg;
handtaget (9) kan säkert flytta knivarna på avstånd från arbetsområdet;
fästelement (10) av den övre delen (11);
för dess exakta rörelse i lämpliga riktningar används handtag (13, 14) med en skruvdragare;
handratten (16) flytta bromsoket manuellt.
I en detaljerad studie av denna del av svarven för metall är det nödvändigt att ta hänsyn till de ökade belastningar som den utsätts för i processen för att utföra tekniska operationer. Det är nödvändigt att uppmärksamma ett stort antal rörliga komponenter.
Att underhålla precisionsbearbetning kräver mer än bara hållbara delar. Konstanta justeringar hjälper till att eliminera spel för att kompensera för slitage. Skadade tätningar rekommenderas att ersättas med nya produkter.
Härefter kommer vi att överväga projekt som inte är svåra för oberoende reproduktion med förtydligande kommentarer. Exemplet i figuren är mer lämpligt för träbearbetningsutrustning. För att arbeta med starka arbetsstycken under lång tid bör en stödsko vara gjord av en stålplåt.
Förutom standardutrustningen är sådana utbytbara enheter användbara
Med deras hjälp utökar de bakstammens grundläggande kapacitet. I författarens rekommendationer föreslås att en del av standardkassettfästet (3) tas bort. Detta kommer att öka verktygets arbetsslag, bearbeta större arbetsstycken.
För tillverkning av hemgjorda produkter används enkla designlösningar.
Här används en remdrift (1), som kännetecknas av sin låga kostnad och låga ljudnivå. En dubbel remskiva (2) är installerad för momentinställning. För att förlänga livslängden på spindeln (3) bör ett par kullager användas. Vid behov görs hål i kroppen för periodisk påfyllning av smörjmedel.
Som regel är en metallsvarv utrustad med chuckar med tre käftar
Dessa klämmor centreras automatiskt utan ytterligare justering. Självproduktion av sådana noder kommer att orsaka svårigheter.Därför kan detta funktionella element i en svarvs huvudet köpas i en butik.
För bearbetning av fyrkantiga arbetsstycken används modeller med fyra kammar.
Det är bättre att göra huvuddelen av hållaren i en hopfällbar version
Detta gör att du kan göra reparationer utan onödiga svårigheter. Skruvar skruvas in i de gängade hålen, som fixerar verktyget ordentligt. Avståndet mellan plattorna bestäms med hänsyn till skärarnas dimensioner.
Ett handtag är installerat ovanpå för att snabbt vända knuten. Denna enhet låter dig snabbt byta verktyg för komplex sekventiell bearbetning av arbetsstycken.
Att göra en metallsvarv med egna händer: steg för steg instruktioner med kommentarer Det första steget: valet av en metallsvarvanordning, utarbetandet av projektdokumentation Följande ritningar visar det avslutade projektet. En sådan relativt enkel metallsvarv för ett garage (verkstad) är inte alltför svår att göra på egen hand. Bälten och vissa andra komponenter är standardartiklar. Andra delar kan tillverkas av dig själv eller beställas från en specialiserad verkstad.
Design, huvuddelar, mått
Headstock och tailstock komponenter
Åkmekanism och bromsok
Vagnens komponenter, monteringsritning
För att välja önskad noggrannhet för rörelsen för bromsoket, ändra gängstigningen på ledarskruven. Den skärs med en form på en skruvskärmaskin. För att stärka strukturen görs fogarna med hjälp av svetsning. Headstock fall skapas från en kanal (nr 12/14).
Projektet som presenteras ovan är utformat för användning av en kraftenhet med en effekt på 450-600 W med en maximal hastighet på arbetsaxeln - 2500-3500 rpm.
För att spara pengar använder vissa projektförfattare gamla elmotorer från misslyckade hushållsapparater.
Sådana lösningar är ganska lämpliga om du väljer en motor med tillräcklig effekt.
Den rimliga kostnaden för produkter i denna kategori gör det lätt att hitta ett acceptabelt alternativ i distributionsnätet. I det här fallet kan du räkna med officiella tillverkargarantier.
För att inte ta fel kan du studera exempel på fabriksmaskiner för metall, framgångsrika hemgjorda produkter. Baserat på en sådan ministudie är det lätt att dra slutsatsen följande proportioner: för bearbetning av delar med en diameter på 8–12 cm och en längd på 60–80 cm används elmotorer med en effekt på 600–800 W. Luftkylda standardmodeller av asynkron typ är lämpliga. Samlarmodifieringar rekommenderas inte. De ökar kraftigt hastigheten med en minskning av belastningen på axeln, vilket kommer att vara osäkert. För att förhindra sådana situationer måste du använda en växellåda, vilket kommer att komplicera designen.
Svarvens elektriska krets för metall
En fördel med remdriften bör betonas. Det förhindrar direkt mekanisk påverkan på axeln från verktyget i tvärriktningen. Detta förlänger livslängden på stödlagren.
Denna algoritm förklarar sekvensen av åtgärder när du arbetar med ovanstående ritningar. Att använda annan designdokumentation innebär att man gör lämpliga ändringar i monteringsprocessen.
Börjar med den främre huvudstocken. Installera spindeln i den. Därefter ansluts hela aggregatet med hjälp av bultning till löpröret. Preliminärt skärs gängor på fästdelarna. När du utför denna operation kontrolleras inriktningen av delarna noggrant.
I nästa steg monteras en kraftram från kanalerna. När ramen är gjord installeras huvudstocken på den. Här måste du också noggrant kontrollera parallelliteten hos löpröret och de långa delarna av ramen. Märk upp korrekt. Hål borras sekventiellt med ett extra brotschhål, varvid varje fästpunkt kontrolleras.Ett eller två fel kommer inte att onödigt kompromissa med styrkan på kanalen, så det är bättre att göra ett nytt exakt hål på en annan plats, om det behövs.
För din information! Glöm inte att installera fjäderstålbrickor, som säkerställer tillförlitligheten hos skruvförband under höga vibrationsförhållanden.
Fabriksstjärt till en svarv för metall
Vid montering av denna enhet bör särskild uppmärksamhet ägnas åt noggrannheten av placeringen av spindelns (1) och fjäderpennan (2) mittaxlar. Om ett misstag görs erhålls koniska ytor istället för cylindriska vid bearbetning av arbetsstycken. Kontrollera även parallelliteten hos dessa delar av det löpande röret. Stödstången (3) förhindrar ändstocken från att svänga. Ståldistanser kan användas för höjdjustering.
Bromsokdelarna installeras sekventiellt i enlighet med monteringsritningen. Här behövs inte särskilt hög noggrannhet, eftersom många justeringar tillhandahålls. Om tung användning förväntas, gör individuella enheter delade så att slitdelar kan bytas ut utan extra kostnad.
I slutskedet installeras en elektrisk motor, ansluten till elnätet enligt det valda schemat. De kontrollerar svarvens funktionalitet för metall med sina egna händer i praktiken. För att förbättra utseendet och skyddet mot korrosion är vissa delar belagda med en primer och färg.
Detta foto av en metallsvarv visar tydligt den höga kvaliteten på hemgjort arbete.
Video (klicka för att spela).
För att bearbeta arbetsstycken gjorda av trä, plast och andra mjuka material räcker kraften hos ett typiskt hushållsverktyg. Detta exempel visar hur man gör en funktionell maskin med egna händer på 15-20 minuter. Med hjälp av de senaste bilderna i tabellen beskrivs skapandet av en förbättrad design:
Betygsätt den här artikeln: