I detalj: gör-det-själv-ventilreparation från en riktig mästare för sajten my.housecope.com.
Spjällventiler av gjutjärn parallella, flänsade med stigande spindel och manuell drivning
Skivorna 8 (fig. 33) sänktes inte helt, tryckte inte mot husets tätningsringar
Dra åt svänghjulet 2 (Fig. 32) med en specialnyckel 8 eller en rörspaksnyckel 1. Spindelns 4 ändar och muttrarna måste vara i samma höjd. Innan du drar åt med en skiftnyckel, vrid svänghjulet några varv i motsatt riktning. Detta kommer att säkerställa att ventilen stänger med mindre ansträngning, eftersom genom att förlänga spindeln kan du smörja dess gängor.
Ris. 32. Öppna och stänga ventilen: a, b - korrekt; c - fel; 1 - spakrörsnyckel; 2 - svänghjul: 3 - skrot eller rörskärning; 4 - spindel; 5— packboxlock; 6 - hölje; 7 - kropp; 8 - specialnyckel
Handratten roterar, men spindeln står stilla
Rundade hörn av konvergensen av ytorna på torget på spindeln under svänghjulet
Håll spindeln 13 (FIG. 33) med en rörtång, skruva loss muttern 3 med valfri skiftnyckel och ta bort svänghjulet 1. Fila de nya kanterna lägre än de befintliga, om längden på spindeln tillåter. Du kan, genom att hålla i rörtången i spindeln, öppna och stänga ventilen
Ris. 33. Grindventil gjord av gjutjärn, parallell, flänsad med en glidande spindel och en manuell drivning: 1 - svänghjul; 2 - löpmutter; 3 - mutter; 4 - nyckel; 5 - mutter; 6 - glandpackning; 7 - packning; 8 - disk; 9 - skivans tätningsring: 10 - kroppens tätningsring: 11 - kil; 12 - kropp; 13 - spindel; 14 - höljeskåpa; 15 - bult; 16 - packboxlock
Svänghjulet roterar, men löpmuttern står stilla
Nyckel faller ut eller klipps
| Video (klicka för att spela). |
Håll i svänghjul 1 med en rörspaksnyckel och skruva loss mutter 3 med den andra. När du har tagit bort svänghjulet sätter du in en ny nyckel 4 i kilspåren, gjord av en bit ståltråd eller en spik som filats ner. Den nya nyckeln ska fylla urtaget i åkmuttern 2 och vila mot botten av svänghjulets kilspår. Detta kommer att eliminera tangentbortfallet.
Handratten roterar med spindeln och ventilen kan inte öppnas för passage av vatten
Den rektangulära änden av spindeln, placerad inuti ventilkroppen, har frigjorts från skivorna
För att låsa en sådan konsol borras två motsatta urtag på halsen på en av skivorna.
Handratten roterar med spindeln och ventilen kan inte användas
Spindelrektangelns hörn mellan skivorna är rundade
Det enklaste sättet är att byta spindeln med en gammal ventil som har förfallit av andra skäl. Det är också möjligt att ta bort spindeln från en ny ventil, vilket tar kortare tid än att installera en annan ventil.
Den slitna rektangulära änden av spindeln återställs genom krympning, genom att värma spindeln i en smedja eller genom ytbeläggning med elektrisk svetsning. Efter elektrisk svetsning korrigerar de hörnen på en slipmaskin
Spjällventilen stänger inte vattnet helt trots normal rörelse av tallrikarna
Ojämna avlagringar och repor på O-ringar
Efter rengöring, gnugga en av ytorna på ringarna med krita eller torka av med arbetssidan av ett gammalt skrivmaskin kolpapper. Torka nu av motsvarande yta med den förorenade ytan. Skrubba de resulterande färgade tuberklerna. Slipning är inte förbjudet, men det är längre.
För grovslipning kan du använda pulvret kvar av kvarnen. Du kan också förbereda pulvret själv av en blandning av finkrossad tegelsten och glas.Strö pulvret på en plan metallyta, på keramiska plattor etc. Kör blandningen åt olika håll med skivornas bronsförseglingsringar, lyft upp den ibland. För att blandningen bättre ska omsluta ytan på ringarna, tillsätt flytande olja till den, blandningen ska få konsistensen av skokräm i lådor (grädde är tunnare i rör). Grov lappning kan också göras med en slipande hud limmad eller bunden längs kanterna till plankan. Plankans bredd bör vara större än ringens diameter. Gnugga hela ytan på en gång, ändra riktningen på den fram- och återgående rörelsen och utöva ett jämnt tryck på hela plankans yta. På så sätt är det bekvämt att rengöra skivans yta, men det är svårt att rengöra den inre ytan av fodralet när man slipar in, man kan använda speciella pastor som GOI.
Svänghjulet viks från löpmuttern
1. Vrid en ny mutter på en svarv genom att skapa kanter på en fräsmaskin eller med bågfil och bågfil. Observera att blymuttern nästan alltid har en invändig trapetsgänga och en utvändig metrisk gänga. I ventiler D = 50mm, ofta istället för en kil på löpmuttern 2, skärs en utvändig gänga. Ett svänghjul skruvas på det, med en motsvarande gänga i navets inre hål. Svänghjulet är låst med mutter 3 (se bild 33). Det bör noteras att gängorna på löpmuttern och svänghjulet är vänsterhänta, d.v.s. svänghjulet kommer att rulla av löpmuttern om den dras åt och vill sänka skivorna och stänga ventilen.
2. Ta bort muttern från en liknande ventil som inte är installerad i rörledningar. Vrid muttern medurs. Sätt tillbaka muttern genom att vrida den moturs tills den låser i gängorna på svänghjulsnavet.
3. Skruva av svänghjulet. Lägg en trasa under käftarna på rörtången, rotera spindeln med den övre gängade änden i önskad riktning
Svänghjulsnavet kan inte roteras
Trasiga hjul och svänghjulsekrar
Välj en rörtång med lämpligt antal på navet eller ta bort naven och arbeta med den befintliga skiftnyckeln. För att fånga cylindriska ytor måste skiftnyckeln ha två käftar med vassa tänder
Det går inte att öppna och stänga ventilen
Sätt en trasa under rörskruvens käftar, rotera spindeln med den gängade änden
Läckage från under locket till packboxen
Försvagning av körtelpackning
Dra åt muttrarna 3 jämnt och växelvis på bultarna 15. Om flänsen på packboxlocket 16 anligger mot flänsen på locket 14 på stommen, måste du lägga till packning 6 eller ta bort resterna av den gamla och ersätta den med en ny. Glanden kan endast bytas ut genom att vrida svänghjulet till gränsen och kontrollera hur stängd ventilen är. För att göra detta, öppna en av ventilerna eller kranarna bakom ventilen. En svag vattenläcka kommer inte att vara ett hinder, men med en stark vattenström är det förbjudet att packa packboxen, eftersom vattnet kommer att pressa ut den.
För att stoppa packboxen, skruva loss muttrarna 3 genom att trycka på packboxens lock. Ta bort den från kåpan 14 på kroppen. Det är lättare att göra detta om packboxens lock är sekventiellt, och ännu bättre samtidigt, bända på båda sidor, till exempel med bladet på en stor skruvmejsel och bladet på en spikavdragare eller med handtagen på spakar på rörtången. För att packboxlocket inte ska störa i framtiden, häng det på en vajer till svänghjulsekrarna. Rengör det exponerade glandssätet från smuts och rester av gammal fyllning med en stålkrok. Efter att ha lagt det första lagret av färsk fyllning, försök att komprimera den väl. Det är bekvämast att göra detta med samma packboxlock, om det går fritt in
in i hålet. Vid läggning av tätningsskikten hjälper också ett halvt rör med lämplig diameter, skuret på längden. Det kommer att vara bekvämare att använda en sådan halva av röret om handtaget är svetsat till det i en vinkel på 90 ° C. Du kan använda som ett handtag sågat i en vinkel på 20-30 ° och böjd sektor: rör.
Sänk packboxens lock på den återställda packboxen och dra åt den med muttrar. Avståndet mellan detta locks fläns och lockets fläns måste vara lika med 6-10 mm som reserv. Kontrollera kvaliteten på ditt arbete genom att höja och sänka spindeln. Läckage av vatten kommer att signalera behovet av ytterligare åtdragning av muttrarna.
I avsaknad av en standardtätning, använd tvinnade säckvävstrådar eller remsor av bomullstyg, lätt oljade med någon olja, vilket förhindrar att de ruttnar. Lämplig för tätning och naturfiberrep. Packboxen kan också bestå av specialskurna gummihalvringar, men i detta fall är det nödvändigt att dra åt packboxens lock något. En stark åtdragning kommer att leda till överdrivet motstånd mot spindelns rörelse, och gummit kommer att smulas sönder
Trasig eller krossad packning
Som i föregående fall, stäng ventilen och kontrollera hur den inte släpper igenom vatten. Ta sedan bort kopplingsbultarna mellan locket 14 och stommen 12 och ersätt dem efter en tillfälligt mot längre (20-25 mm längre). Ta också bort de återstående bultarna, och på långa skruvar du loss muttrarna 2-5 gängor på gängan och vrider omedelbart svänghjulet i stängningsriktningen. Lock 14 kommer att höjas något. Upprepa "proceduren" tills det finns ett mellanrum på 1-15 mm, tillräckligt för att byta packning 7. Ibland ökas spalten för att rengöra ytorna på resterna av den slitna packningen.
Skär den nya packningen längs den gamla eller längs locket, minska yttermåtten med två bultdiametrar. På ett ställe, skär packningen i sicksack för att föra in den i springan mellan locket och kroppen. Sicksacken på sektionen av packningen ska skydda mot vattenläckage. För pålitlighet kan två distanser installeras med snitten förskjutna med 180°. För att justera packningens läge vid skärning, lämna "hornen" på den.
Det bästa materialet för packningar är plåtgummi, det sämsta är vanlig, icke-korrugerad oljad kartong
 Ventilreparation är en av de obligatoriska procedurerna som följer med driften av sådana enheter. I själva verket finns det rörliga element i utformningen av ventiler, därför behöver sådana ventiler, som ett minimum, periodiskt utbyte av sådana noder.
Ventilreparation är en av de obligatoriska procedurerna som följer med driften av sådana enheter. I själva verket finns det rörliga element i utformningen av ventiler, därför behöver sådana ventiler, som ett minimum, periodiskt utbyte av sådana noder.
Dessutom kan ventilen gå sönder av andra skäl. Därför kommer vi i den här artikeln att överväga typiska hot mot enhetens funktionalitet och hur man eliminerar dem genom att regelbundet eller se över ventilen.
Utformningen av ventilerna förutsätter att enheten under drift kan förlora sin funktion på grund av följande uppsättning omständigheter:
- Förlust av täthet i dockningsenhetens kroppsrörledning.
- Förlust av täthet i dockningsenhetens spindel-gland.
- Förlust av täthet i dockningsenhetens spjällhus.
Orsaken till läckage mellan ventilkroppen och rörets ände är antingen en monteringsdefekt eller en läcka på grund av deformation av tätningspackningen som tätar skarven. Diagnosen av ett sådant sammanbrott utförs visuellt: behovet av att reparera ventilerna - gjutjärn, stål eller polymer - ingen skillnad, signaleras av en läcka i korsningen mellan kroppen och rörledningen.

Anledningen till tryckavlastningen av höljeslocket eller packboxlocket är bara en läckande packbox - en tätning som skyddar passagepunkten för stången eller spindeln genom dessa delar. Ett sådant sammanbrott kan diagnostiseras av ränder på ventilkroppen. Dessutom indikeras typen av problem av källan (början) av droppet - halsen på kåpan.
Orsaken till internt läckage i spjällzonen är användningen av ventilventiler i rörledningar som transporterar ett kraftigt förorenat flöde, vars partiklar deformerar förstoppningens tätningsringar.Dessutom kan partiklar sedimentera på husets innerväggar och därigenom förhindra nära kontakt med ventilstängningen. Det är mycket svårt att diagnostisera ett sådant sammanbrott. När allt kommer omkring är det möjligt att identifiera interna fel i en nod endast genom indirekta tecken - närvaron av tryckstötar i en blockerad rörledning.
Ventilreparationsteknik beror på typen av haveri. När allt kommer omkring diagnostiseras och elimineras externa läckor (i området för kroppsröret och spindelkörteln) med helt andra åtgärder än interna läckor (i området för kroppsdämparen).

Reparationsarbete, vars syfte är att återställa ventilens funktion, utförs antingen genom att helt demontera enheten eller genom att delvis demontera och montera ventilen. Översyn av ventilen kan organiseras på ett eller annat sätt. För partiella reparationer räcker det att ta isär packboxlocket och ta bort huskåpan. Båda operationerna börjar dock med samma åtgärd - avstängning av rörledningen uppströms. För dessa ändamål bör naturligtvis en fungerande låsanordning användas.
För att upprätthålla nivån på underhållsbarheten för linjen är det mycket viktigt att i tid utföra allt reparationsarbete i avstängningsventilerna. Annars kommer kostnaden för att återställa ventilventiler att öka med flera storleksordningar.
Demontering-monteringsprocessen är som följer:
- Allra i början demonteras svänghjulet, från vilket löpmuttern tas bort.
- Därefter skruvas låsskruvarna av packboxlocket bort från huslocket. Om sammanbrottet är relaterat till monteringen - spindelkörteln, efter att du tagit bort locket behöver du bara demontera tätningen och ersätta den med en ny, oskadad montering.
- Efter demontering (och vid behov byte av) packboxen är det nödvändigt att demontera flänsanslutningen vid korsningen mellan kroppen och dess lock. För att göra detta skruvas lockets monteringsskruvar av från monteringshålen i huset.
- Efter att ha tagit bort kåpan kan du ta bort spindeln från kroppen och dra ut luckan ur sätet. I detta skede kan du rengöra spjället och karossens säte och byta ut tätningselementen längs vägen. Dessutom ersätts spjället väldigt ofta helt enkelt med en ny del av liknande form. När allt kommer omkring är alla ventilenheter standard, därför kan en låssmed inte ha problem med valet av ett fungerande element.
- Efter att ha bytt ut eller återställt spjället kan du fortsätta med monteringen av spjället, vilket utförs i omvänd ordning.
Den angivna operationen kan utföras både på ett frånkopplat spjäll och på en armatur monterad i en rörledning. Men för att byta ut packningarna eller eliminera fel vid korsningen av kroppen och röret måste vi, utan att misslyckas, demontera hela enheten, följt av demontering, montering och installation av ventiler i rörledningen.
När reparationsarbetet är klart måste mekanikern testa enhetens funktionsduglighet. Det vill säga att den reparerade ventilen måste stänga rörledningen och helt stoppa flödet av vätska i ledningen. 
Styranordningen, i detta fall, är en konventionell tryckmätare, som ska registrera tryckfallet i röret som ligger under (i flödesriktningen) av ventilen.
Huvudorsaken till att avstängningsventiler inte fungerar är läckaget av tätningselement. Orsakerna till detta kan vara:
- smuts fångad under tätningsanordningen;
- repor, skåror eller ojämnt slitage på tätningsytor.
Om en beslag läcker är det nödvändigt att öppna och stänga det flera gånger, så att vattenflödet kan tvätta bort den sedimenterade smutsen från tätningarna. Om detta inte hjälper, demontera ventilen eller ventilen och ta bort smuts från tätningsytorna. I det här fallet måste du vara uppmärksam på förekomsten av repor, gropar eller gropar och andra oegentligheter på ytorna, och vid behov eliminera dem genom att lappa.
Lappning av avstängningsventiler producerar enligt följande. Tätningsytorna smörjs in med ren maskinolja och strös med smärgeldamm eller glaspulver. Därefter roteras överlappningen jämnt över den överlappade ytan tills defekterna på tätningsytorna är helt avlägsnade. I slutet utförs finslipning med en speciell pasta. Därefter torkas ytorna med rena trasor indränkta i fotogen, torkas torra och blåses med tryckluft.
Du kan kontrollera kvaliteten på lapping med olja eller en penna. En av ytorna som ska gnuggas smörjs med mineralolja, appliceras på den andra ytan och, lätt tryckande, vrids åt höger och vänster i en vinkel på högst 20 ° 10-12 gånger. Ytorna torkas sedan torra och utsätts för ljus. Med högkvalitativ lappning ska hela ytan glänsa. Om det finns framträdande glänsande områden eller streck, bör omslipning med pasta göras. Vid kontroll med en penna appliceras fyra radiella linjer på den rivna ytan med en grafitpenna. Med bra läppning måste pennans drag raderas över hela ytan över ett område på minst 75%, annars bör läppningen upprepas. Tätheten hos ventilernas tätningsytor framställs genom ett hydrauliskt test.

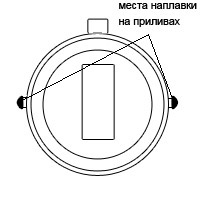 1. Ventilen är i en horisontell rörledning och tillåter vatten att passera igenom i stängt läge. I detta fall berör inte klackarna på skjutportsskivorna tätt kroppsväggarna, vilket resulterar i att skivorna förskjuts från kroppens tätningsytor och bildar ett gap mellan skivorna och ventilkroppen.
1. Ventilen är i en horisontell rörledning och tillåter vatten att passera igenom i stängt läge. I detta fall berör inte klackarna på skjutportsskivorna tätt kroppsväggarna, vilket resulterar i att skivorna förskjuts från kroppens tätningsytor och bildar ett gap mellan skivorna och ventilkroppen.
Du kan eliminera detta fel genom att smälta tidvatten. Efter det kommer ventilen att fungera korrekt i vilken position som helst.
2. Efter en lång drift av ventilerna expanderar kilen inte tätningsytorna tillräckligt och ventilen passerar vatten i stängt läge.
I det här fallet förlängs kilens svans genom beläggning.
3. Fall av bronsringar från skivor eller ventilhus.
Bronsringar monteras på skivor eller på ett urtag i kroppen endast när det är varmt. När du installerar den gamla ringen kan du dessutom säkra den med kopparbultar. Samtidigt måste en tråd av oljad asbestpackning, eller blytråd, läggas under ringarna, detta kommer att förenkla borttagningen av gamla ringar från spåret i framtiden.
4. Fallande grindskivor på grund av trasig stålkrage. I detta fall är det omöjligt att öppna eller stänga ventilen.
När du reparerar detta fel skulle det vara bättre att byta ut stålklämman med en koppar- eller mässing. Fäst i detta fall skivorna på spindeln med en bult.
5. Brott på packboxlocket åtföljs som regel av vattenläckage från under ventilskaftet. För att snabbt eliminera vattenläckage utan att demontera ventilen kan du använda en metallplatta, som måste fästas över ett skadat packboxlock.
6. Packningsfel gör också att vatten läcker genom skaftet. Om detta fel inte elimineras i det inledande skedet, kan det senare leda till en nödvattenläcka, samt skapa förutsättningar för mekanisk skada på spindeln eller ventilens packbox. Läckage genom packboxtätningen kan bero på följande orsaker:
- brott mot spindelns cylindriska karaktär;
- felaktig packning i packboxen;
- fel val av fyllningsmaterial;
- otillräcklig tätning av packboxens packning under installationen.
Vid upptäckt vattenläckor genom packboxen dras packboxen åt, här bör du vara försiktig, eftersom. Packboxens lock är tillverkat av gjutjärn och kan skadas av överdriven kraft. Om packningsåtdragningen inte lyckades eliminera läckan, ersätts packningen med en ny.Den gamla packningen tas bort från packboxen, sedan skärs den flätade sladden i ringar, längs en längd som är lika med spindelns omkrets och placeras i kammaren så att packningsfogarna är ordnade i oenighet och överlappar varandra. Fyllningen avslutas genom att packboxen krymps med ett lock (gland box). Packboxens lock är fastklämt så att det inte blir sned, och inträngningen i packboxen överstiger inte 3-5 mm. Spindeln ska vridas lätt utan att behöva använda mycket ansträngning eller hävstång. Fyllning av packboxen på ventiler med en diameter på 15-40 mm kan göras med en enda sladd, och för diametrar på 50 mm eller mer måste den skäras i bitar.
7. Sprickor i gjutjärnsventiler. Anledningen till brotten är främst temperaturförlängningen av rörledningarna, vilket skapar påkänningar i ventilmetallen utöver det tillåtna. Orsaken till luckorna kan också vara gjutning av gjutjärn av dålig kvalitet eller frysning av vatten i dem.
För att förhindra brott på ventiler måste följande regler följas:
- Säkerställ kompensation av rörledningar så att höga spänningar inte uppstår i karossmetallen.
- Flänsbultar måste dras åt jämnt.
- Grindventiler placerade på rörledningar ovan jord måste isoleras.
- Skydd av slussventilen från mekanisk påverkan under lagring och transport.
Uppfinningen är avsedd för reparation av avstängda rörledningsventiler. Metod för att reparera slussventiler, främst kilslussventiler, genom att installera färdiga säten i kroppshål med spalt på en självhärdande limkomposition, följt av montering och härdning av den sammansatta limkompositionen. Före montering skärs gängor i hålen på kroppen och på sadlarna. Varje sadel är gjord med ett ringformigt radiellt utsprång. Därefter skruvas sadlarna på den självhärdande limkompositionen i kroppens gängade hål. I detta fall installeras ett elastiskt deformerbart element mellan de ringformade radiella utsprången på sätena eller ändarna på sätena och kroppen. Detta gör det möjligt för inskruvningssätet att självinrikta sig längs kilen, och ett elastiskt deformerbart element säkerställer att alla springor tas bort, vilket ökar tätheten i anslutningen mellan säte och kropp. Denna implementering minskar komplexiteten och ökar tillförlitligheten av ventilreparationer. 3 sjuka.
Uppfinningen hänför sig till verkstadsindustrin, i synnerhet till reparation av rörledningsventiler.
En känd metod för att återställa slutarens tätningsfält, som består i att svetsa en hård rostfri legering direkt på kroppen och ventilkilen, följt av bearbetning och lappning (se AF Pongilsky. Låssmed för reparation av rörledningar och ångvattenbeslag . M .: Högre skola, 1973). Denna metod är ganska mödosam, kräver speciell, exakt och sofistikerad utrustning.
Det är också känt en metod för att reparera kilslussventiler (se AS 310078), som består i att installera i en spalt i de borrade spåren på kroppen och kilbearbetade t.ex. metallringar på en självhärdande komposition, följt av montering kilen och kroppen, håller monteringen tills kompositionen är härdad. Nackdelarna med denna metod inkluderar möjligheten av ofullständig passning av kroppens och kilens tätningsringar till varandra (och därmed bristen på täthet) och omöjligheten av självinstallation i avsaknad av ett sidgap mellan ringen och spåret. Och om dessa luckor är tillräckliga för självjustering av ringarna är det möjligt att extrudera den självhärdande kompositionen innan dess polymerisation påbörjas, vilket innebär att det inte finns någon elastisk sammanpressning av ringarna mot varandra, vilket också leder till förlust av täthet eller utseendet av ofullständig kontakt mellan ringarna med limkompositionen, vilket minskar anslutningens tillförlitlighet. Dessutom är denna metod inte tillämpbar på ventiler med inskruvade säten (se D.F. Gurevich. Beräkning och design av rörledningskopplingar. L .: Mashinostroenie, 1969, Fig. 129-131).
Syftet med uppfinningen är att minska arbetsintensiteten och öka tillförlitligheten av reparationer.
Det tekniska resultatet uppnås genom att kil- och inskruvningssadlarnas tätningsfält bearbetas mekaniskt "lika rent", dvs. med borttagande av minimitillägget tills slitaget försvinner, tätningsfälten på både kroppssätena och kilen är överlappade, gängorna skärs av på sätena i kroppshålen, sedan skruvas de fast på den självhärdande limkompositionen in i kroppens gängade hål, medan mellan sätenas ringformade radiella utsprång eller sadlarnas ändar och kroppen installera ett elastiskt deformerbart element.
Kärnan i uppfinningen illustreras av ritningar: Fig. 1 visar en kilslussventil med inskruvade sadlar i snittet, i fig. 2 - vy A i fig. 1, variant, i fig. 3 - vy A i fig. 1 alternativ.
I kroppen 1 är två gängade säten 3 installerade med ett gap 4, i vilket en självhärdande komposition 5 är placerad, begränsad av ett elastiskt deformerbart element 6 eller 7 installerat mellan kroppen 1 och det ringformiga radiella utsprånget 8 eller änden ytan 9 på det inskruvade sätet 3, vars tätningsfält 10 samverkar med tätningsfältet 11 kilen 12.
Efter demontering rengörs sätena 3 från smuts, tätningsfälten behandlas "som rena" och överlappas, gängorna på sätet och kroppshålen skärs av eller de befintliga gängorna lossas med ett gap som är tillräckligt för självjustering, sedan kilens 12 tätningsfält 11 behandlas också "lika rena" och lappar deras. Därefter täcks sätets 3 gänga med en självhärdande komposition 5, elastiskt deformerbara element 6 eller 7 installeras och sätet 3 skruvas in i kroppen 1, sedan sätts kilen 12 in i kroppen 1, med ta hänsyn till överlappningen av tätningsfälten för kilen och sätet, vilket säkerställer produktens täthet, och lämna monterad tills självförnekelse. Ventilen är klar för drift.
Beroende på graden av förslitning av sätenas 10 och kilens 11 tätningsfält är ett eller två säten installerade på det elastiska elementet 6.
Således är den minsta bearbetningen "som ren", lappning av fyra fält, gängning - det här är mängden bearbetning av den föreslagna metoden, vilket är mycket mindre än kända analoger. Mellanrummen i gränssnittet gör det möjligt för inskruvningssätet att självjustera längs kilen, och ett elastiskt deformerbart element gör att du kan välja alla luckor i tätningarna.
En metod för att reparera slussventiler, huvudsakligen kilventiler, genom att med ett spelrum installera de färdiga sätena i kroppshålen på en självhärdande limkomposition, följt av montering och härdning av den sammansatta limkompositionen, kännetecknad av att gängorna skärs i kroppshål och på sätena före montering, varvid varje säte är gjord med ett ringformigt radiellt utsprång, därefter skruvas sätena på den självhärdande limkompositionen i kroppens gängade hål, medan ett elastiskt deformerbart element är installerat mellan det ringformiga radiella utsprång på sätena eller ändarna på sätena och kroppen.
Behovet av att underhålla ventilen är dess största nackdel, men möjligheten till reparation är en av de största fördelarna.
Läckande flödesavstängning
Defekter i kontaktytorna på luckan och huset. (skala, skal, repor)
Lappning av tätningsytor på ventilen och i kroppen. Som regel är kontaktytorna gjorda av brons. För att göra detta är det nödvändigt att demontera locket, ta bort slutaren och, om nödvändigt, huset. Slipning utförs med diamantpastor av olika kornstorlekar med en gradvis övergång från grov till fin.
Man bör komma ihåg att i kilslussventiler efter flera lappningar sjunker ventilen, vilket leder till läckage även med polerade ytor på kilen.
Läckage från under packboxen på stammen
Dra åt packboxarna och byt ut packningen vid behov.
Om läckan inte kunde elimineras efter att packboxen har bytts ut, har det troligen bildats korrosionsskal i stammen och den måste svetsas eller bytas ut.
Handratten kan inte vridas
Förekommer i ventiler som saknar uppmärksamhet från servicepersonal och öppnas mindre än en gång per år. Orsaken är skal på tätningsytorna.
Ta bort ventillocket och rengör tätningsytorna på skivan och huset. Slipa gnidningsytorna vid behov.
Det är inte tillåtet att knacka på skaftet, då styrmuttern kan slitas av.
Handratten vrider sig men ventilen öppnar inte
Trasig lucka "föll kinderna"
I stigande spindelventiler uppstår detta problem när "kammen" på spindeln som håller ventilen är sliten eller om gängorna på spindelstyrmuttern har tagits bort.
Om det är problem med stammen ska den bytas ut eller en sliten "kam" svetsas fast.
En sliten styrmutter bör bytas ut om ventilens utformning tillåter det.
I ventiler med icke-stigande spindel kan ventilen falla när muttern som är fastsatt i den är sliten. För att eliminera felet är det nödvändigt att byta slutaren, eftersom det troligen inte kommer att vara möjligt att ersätta en mutter med en avskalad tråd.
Det är förbjudet att demontera ventilen under tryck.
Efter installationen är det nödvändigt att ta bort luft från ventilen, för detta lossas bultarna som trycker på packboxen, och efter uppkomsten av vattendroppar från under packboxen pressas bultarna.
En gång i månaden, utför en hel cykel, öppna/stäng, för att rengöra gnidningsytorna från ett litet lager av ansamlat skal eller slam.
Håll ventilskaftet med stigande spindel smord.
En gång i veckan, kontrollera tätheten på spindelpackningen och vid behov dra åt eller byt ut den. Det är inte tillåtet att byta ut packboxen på rörledningen under tryck.
Spjällventilen får inte vara i ett mellanläge under drift. Antingen är det helt öppet eller helt stängt läge för slutaren tillåtet.
Rörkopplingar används av företag inom energiindustrin, bostäder och kommunala organisationer, inom metallurgisk, kemisk industri, livsmedelsindustri och andra typer av industrier.
Tabell över sorter och klassificeringar av ventiler för rörledningen.
Avstängnings-, fasseparerande, skyddande, fördelnings-, högtrycks-, avstängnings- och regler- och reglerventiler verkar på flödesytan, bestämmer förändringar i flödet av ämnen och kontrollerar dem faktiskt. Avstängningsventilernas uppgift är att starta och stoppa flödet av arbetsmediet. Snabb diagnostik och högkvalitativ reparation av slussventiler säkerställer en effektiv drift av hela systemet, tillförlitlig fixering av aggregatets ytterlägen ("stängd", "öppen").
Rörelsen av flödet av gas, ånga eller vätska regleras av den vanligaste typen av ventiler - ventilen. Det är villkorligt möjligt att klassificera enheter enligt flera egenskaper.
Efter typ särskiljs ventiler:
Tätningsytorna på grinden på en parallell slussventil är parallella med varandra.
Beroende på formen på ventilen särskiljs ventilventiler:
En egenskap hos kilslussventiler är att stoppa rörelsen av flödet av substanser genom translationsrotationen av porten vinkelrätt mot huvudflödet av det transporterade ämnet. Kilgrindens tätningsytor är placerade i en viss vinkel i förhållande till varandra. Alla typer av kilar är gjorda av höglegerat stål. Användning - transport av ammoniak (flytande och gasformig), ånga och vatten, icke-aggressiva oljeprodukter.
Tätningsytorna på grinden på en parallell slussventil är parallella med varandra.Det finns enkelskiva (gate) och dubbelskiva ventilventiler.
Beroende på typen av spindelrörelse finns det grindventiler:
- med en roterande spindel (translations-rotations- och translationsrörelser);
- med stigande skaft och spindel (endast roterande rörelser).
Roterande spindelventiler används i rörledningar där det är nödvändigt att tillhandahålla friktionssmörjning av spindelmuttern och spindeln och det inte finns något hot om korrosion av enheten. Grindventiler med stigande spindel är högre än roterande, på grund av deras tekniska egenskaper används de i alla andra system.
Gjutjärnsventilen används för att starta och helt stoppa rörelsen av flödet av ämnen. Den maximala driftstemperaturen är 225°C.
Beroende på typen av material särskiljs ventiler:
En stålventil blockerar rörelse i rörledningen. Tillåtna arbetsämnen är ånga, vatten, icke-aggressiva oljeprodukter i gasform och flytande form. De används för att arbeta med olika trycknivåer och passager i ett tempererat klimat längs hela rörledningens längd.
Gjutjärnsventilen används för att starta och helt stoppa rörelsen av flödet av ämnen. Den maximala driftstemperaturen är 225°C. Tillåtna ämnen är ånga, oljeprodukter, olja, vatten. Installation på en horisontell och vertikal rörledning är tillåten, med hänsyn till installationsfunktionerna.
Båda typerna av slussventiler tillhör kategorin reparerbara beslag med en påtvingad drifttid.
Separat urskiljs en klämventil, som består av ett elastiskt rör placerat i ett skyddande hölje som är flänsat på flänsarna. Det finns ingen kontakt med arbetsmiljön. Funktionsprincipen är ensidig eller tvåsidig överlappning av en elastisk slang (klämning). Användning - transport av slipmassa, oljeprodukter, slam, aggressiva ämnen. Medietemperaturen bör inte överstiga 110°C, och trycket i rörledningen bör inte överstiga 6 kgf/cm2.
Installation och underhåll av enheter måste utföras av högt kvalificerade specialister.
Användningen av ventilventiler i tekniska och transportmässiga rörledningar vid nyckel- och hjälpföretag av olika typer av industrier, i energisystem, i gas-, olje- och vattenledningar beror på följande tekniska egenskaper:
- lång livslängd under ogynnsamma förhållanden;
- lågt hydrauliskt motstånd;
- motstånd mot betydande belastningar.
Installation och underhåll av enheter måste utföras av högt kvalificerade specialister med tillräcklig kunskapsnivå, tillstånd att utföra en specifik operation, som har kompetens att använda en viss typ av ventil.
Huvudorsaken till ventilfel är skador på tätningsringarnas yta på grund av inträngning av främmande små partiklar (sand, skala, etc.), medan strukturens täthet bryts och det transporterade ämnet läcker. Förutom betydande materiella förluster, när farliga eller aggressiva ämnen transporteras genom en rörledning med felaktiga komponenter, är miljöskador möjliga, och i de svåraste situationerna finns det ett hot mot livet för arbetare som är involverade i processen.
Efter avslutat arbete testar specialister enheterna för tätheten hos tätningarna, testar enhetens prestanda.
Snabb diagnostik och reparation av enhetens tekniska tillstånd påverkar systemets kvalitet och effektivitet.
För att felsöka, beroende på platsen för den skadade enheten, iakttagande av säkerhetsregler, demonteras ventilerna och efter avslutat arbete monteras de med ett standardverktyg i specialutrustade verkstäder eller direkt i rörledningssystemet. Den anställde som ansvarar för arbetets utförande är skyldig att säkerställa tillräckligt skydd av de gängade och tätande elementen från skador, för att förhindra att främmande partiklar kommer in i monteringshåligheterna.Efter avslutat arbete testar specialister enheterna för tätheten av tätningar, slutaren, packningsanslutningen och testar enhetens prestanda.
Reparation och demontering av ventilventiler är förbjuden om:
- det finns tryck i ventilkaviteten eller systemet;
- mediet finns kvar i enheten.
Det är oacceptabelt att använda knutar för att reglera flödet.














